
Pengenalan
Di dunia rumit pembuatan moden, reka bentuk produk sering menuntut integrasi pelbagai bahan atau komponen ke dalam satu unit yang kohesif. Ini bukan sahaja meningkatkan fungsi dan estetika tetapi juga dapat menyelaraskan pemasangan dan mengurangkan kos pengeluaran keseluruhan. Ketika datang ke bahagian plastik, tiga teknik pencetakan suntikan maju menonjol untuk keupayaan mereka untuk mencapai integrasi ini: Masukkan cetakan , overmolding , dan co-act .
Walaupun ketiga -tiga proses ini memanfaatkan prinsip -prinsip asas suntikan suntikan, mereka berbeza dengan metodologi, kombinasi bahan, aplikasi, dan manfaat yang mereka tawarkan. Memahami perbezaan ini adalah penting bagi jurutera, pereka, dan pengeluar untuk memilih proses optimum untuk keperluan projek khusus mereka. Kesalahan dalam memilih teknik yang betul boleh membawa kepada isu ketidakserasian material, peningkatan kos, prestasi bahagian yang dikompromi, atau operasi menengah yang kompleks.
Panduan yang komprehensif ini akan menyelidiki setiap proses pencetakan yang canggih ini, menjelaskan ciri -ciri unik mereka, yang memperincikan bahan -bahan yang biasanya digunakan, meneroka aplikasi mereka yang pelbagai di seluruh industri, dan menggariskan kelebihan dan kekurangan masing -masing.

Masukkan cetakan
Masukkan pencetakan adalah proses pencetakan suntikan yang sangat serba boleh di mana komponen yang telah dibentuk, yang dikenali sebagai sisipan, dimasukkan ke dalam rongga acuan dan kemudian bahan plastik disuntik di sekelilingnya. Aliran plastik cair dan mengukuhkan, mengikat atau ikatan dengan sisipan, dengan berkesan mewujudkan satu bahagian bersepadu. Sisipan menjadi elemen integral, berfungsi, atau struktur produk akhir yang dibentuk.
Gambaran keseluruhan proses
Proses pengacuan memasukkan biasanya melibatkan langkah -langkah berikut:
-
Masukkan persiapan: Sisipan, yang boleh dibuat dari pelbagai bahan seperti logam, seramik, atau bahagian plastik pra-dibentuk, disediakan. Ini mungkin termasuk pembersihan, pra-pemanasan, atau memohon pelekat/primer jika ikatan yang dipertingkatkan diperlukan.
-
Masukkan penempatan: Sisipan yang disediakan tepat diposisikan dalam rongga acuan. Ini boleh dilakukan secara manual untuk pengeluaran volum rendah atau, lebih kerap dalam tetapan volum tinggi, secara automatik menggunakan lengan robot, unit pick-and-place, atau sistem pemakanan khusus untuk memastikan penempatan yang tepat dan berulang.
-
Pengapit acuan: Sebaik sahaja sisipan di tempat, bahagian acuan diapit dengan selamat bersama -sama.
-
Suntikan bahan: Plastik cair (termoplastik atau termoset) disuntik di bawah tekanan tinggi ke dalam rongga acuan, mengalir dan merangkumi sisipan. Bahan mengisi semua lompang, mewujudkan ikatan yang kuat atau kunci mekanikal dengan sisipan.
-
Penyejukan dan pemejalan: Bahan plastik menyejukkan dan menguatkan di sekitar sisipan, mengambil bentuk rongga acuan.
-
Eject: Acuan dibuka, dan bahagian selesai, dengan sisipan bersepadu, dikeluarkan.

Bahan yang biasa digunakan
Masukkan pencetakan serasi dengan pelbagai bahan untuk kedua -dua sisipan dan bahan overmolding:
-
Untuk sisipan:
-
Logam: Tembaga, keluli tahan karat, aluminium, tembaga (mis., Sisipan berulir, pin, kenalan, aci). Ini memberikan kekuatan, kekonduksian, atau rintangan haus.
-
Plastik: Komponen plastik pra-dibentuk (mis., Penapis, lensa, gear).
-
Seramik: Untuk sifat elektrik atau haba tertentu.
-
Kaca: Untuk kanta atau komponen optik.
-
Komponen Elektronik: PCB, sensor, penyambung.
-
-
Untuk bahan acuan (plastik):
-
Termoplastik: ABS, PC, Nylon (PA), PBT, PP, PE, PEEK, PSU. Pilihan bergantung kepada kekuatan yang diperlukan, rintangan suhu, rintangan kimia, dan sifat estetik.
-
Termoset: Kurang biasa tetapi digunakan untuk aplikasi berprestasi tinggi tertentu di mana rintangan haba atau inertness kimia adalah kritikal.
-
Aplikasi
Masukkan pencetakan secara meluas digunakan di pelbagai industri untuk pelbagai produk:
-
Komponen Elektronik: Penyambung, suis, sensor, enkapsulasi papan litar, solenoid, blok terminal, sering mengintegrasikan pin logam atau membawa ke perumahan plastik.
-
Peranti Perubatan: Instrumen pembedahan (mengintegrasikan bilah logam atau tip ke pemegang plastik), komponen peralatan diagnostik, penyambung cecair, perumahan untuk peranti perubatan elektronik.
-
Bahagian Automotif: Bushings, galas, gear, perumahan elektronik, suis, komponen papan pemuka, sering mengintegrasikan sisipan logam untuk ketahanan atau fungsi.
-
Elektronik Pengguna: Butang, tombol, pemegang, perumahan untuk peranti pegang tangan, menggabungkan kenalan logam atau unsur -unsur struktur.
-
Komponen Perindustrian: Impellers dengan hab logam, kawalan tombol dengan sisipan berulir, sistem penapisan.
Kelebihan
-
Kekuatan dan ketahanan bahagian yang lebih baik: Sisipan logam dengan ketara meningkatkan integriti struktur, rintangan haus, dan kekuatan benang bahagian plastik.
-
Dikurangkan masa dan kos pemasangan: Dengan mengintegrasikan pelbagai komponen ke dalam satu langkah acuan, operasi pemasangan menengah (seperti skru, gluing, atau kimpalan) dihapuskan atau dikurangkan secara drastik, yang membawa kepada buruh yang signifikan dan penjimatan kos.
-
Fungsi yang dipertingkatkan: Membolehkan gabungan sifat dari bahan yang berbeza (mis., Kekuatan logam dengan sifat ringan atau insulatif plastik).
-
Reka bentuk padat: Membolehkan penciptaan bahagian yang lebih kecil, lebih bersepadu, yang penting untuk pengurangan dalam elektronik dan peranti perubatan.
-
Kos efektif untuk pengeluaran volum tinggi: Walaupun kos perkakas awal boleh menjadi sederhana, keuntungan kecekapan dalam larian volum tinggi menjadikannya sangat ekonomik.
Kekurangan
-
Potensi untuk memasukkan kerosakan semasa membentuk: Sisipan halus atau nipis boleh dibengkokkan, cacat, atau rosak oleh tekanan tinggi plastik cair yang disuntik.
-
Fleksibiliti reka bentuk terhad (untuk sisipan): Reka bentuk sisipan itu sendiri mesti cukup kuat untuk menahan proses pencetakan. Ciri-ciri yang menghalang putaran atau tarik keluar (mis., Knurls, undercuts) mesti dimasukkan ke dalam reka bentuk sisipan.
-
Masukkan persediaan dan kerumitan penempatan: Untuk sisipan kompleks atau sangat kecil, penempatan manual boleh menjadi perlahan dan mahal. Sistem automatik memerlukan pelaburan awal dan masa persediaan yang ketara.
-
Peningkatan kerumitan dan kos perkakas: Acuan mesti direka dengan ciri -ciri untuk memegang sisipan tepat semasa suntikan, berpotensi meningkatkan reka bentuk acuan dan kos pembuatan berbanding dengan acuan suntikan mudah.
-
Pertimbangan Keserasian Bahan: Lekatan yang betul atau kunci mekanikal antara sisipan dan plastik mesti dipastikan untuk mengelakkan longgar atau penyingkiran, terutamanya di bawah tekanan atau turun naik suhu.
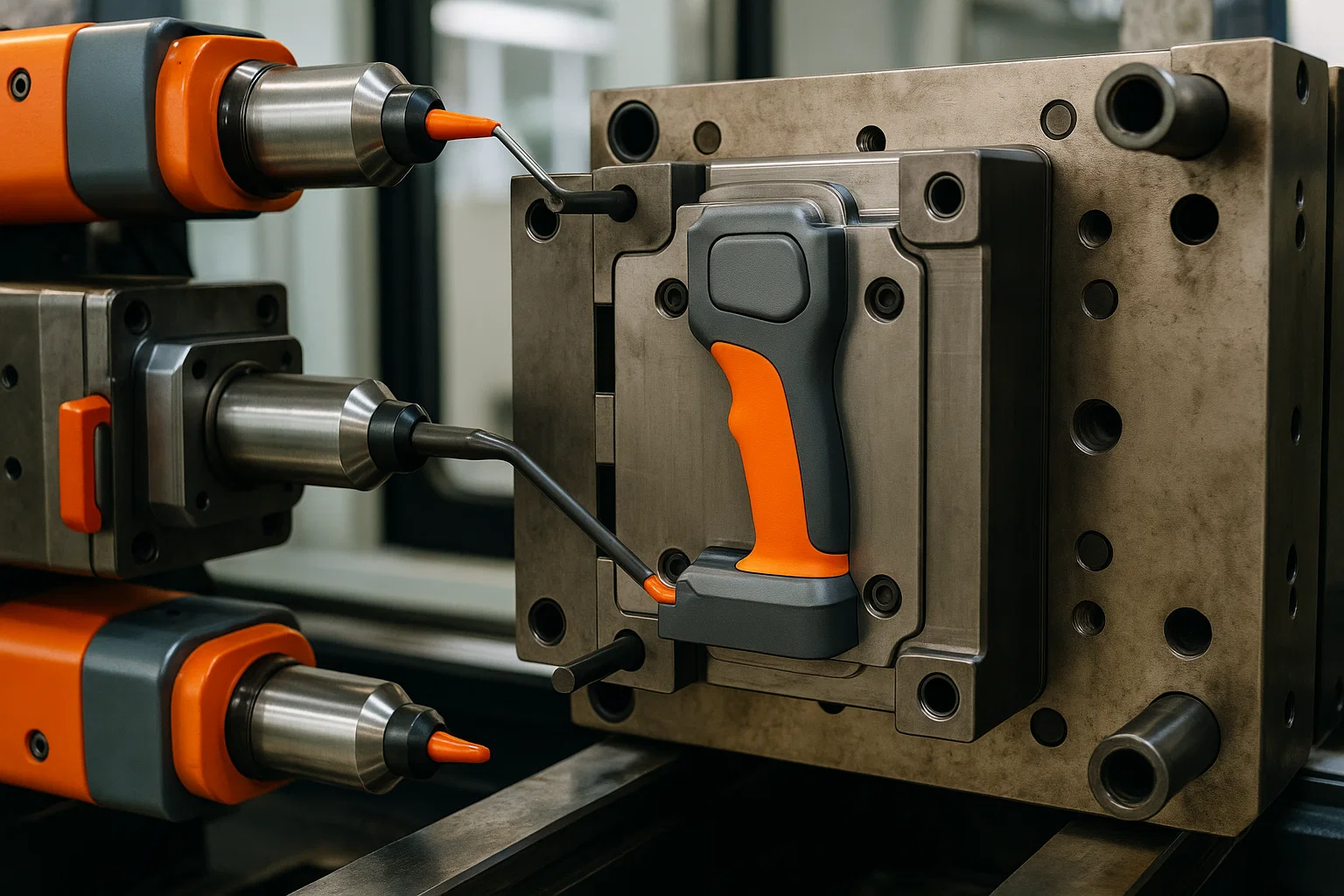
Overmolding
Overmolding adalah proses pengacuan suntikan di mana lapisan satu bahan (bahan overmold) dibentuk di atas bahagian yang sedia ada, pra-terbentuk (substrat atau pukulan pertama). Proses ini mewujudkan satu komponen bersepadu dengan sifat bahan yang berbeza pada permukaan yang berbeza, sering meningkatkan estetika, ergonomik, atau fungsi. Tidak seperti sisipan sisipan di mana sisipan adalah komponen yang berasingan, dalam overmolding, substrat itu sendiri biasanya merupakan bahagian plastik yang telah dibentuk.
Gambaran keseluruhan proses
Overmolding dapat dicapai melalui pelbagai kaedah, tetapi prinsip teras melibatkan dua atau lebih langkah pencetakan yang berbeza:
-
Substrat (Shot First) Moulding: Bahagian asas, atau substrat, adalah suntikan yang dibentuk menggunakan bahan tegar (mis., ABS, PC, nilon). Bahagian ini dibenarkan untuk menyejukkan dan menguatkan.
-
Pemindahan Substrat:
-
Dua pukulan (multi-shot) overmolding: Dalam proses yang sangat automatik, bahagian substrat kekal di dalam acuan atau diputar ke rongga kedua dalam mesin pengacuan multi-shot khusus yang sama. Ini adalah kaedah yang paling berkesan untuk pengeluaran volum tinggi.
-
Masukkan overmolding (manual atau robot): Untuk geometri yang kurang kompleks atau jumlah yang lebih rendah, bahagian substrat siap secara manual atau robot dipindahkan dari satu acuan (atau mesin pencetakan) ke acuan kedua (atau rongga lain di mesin yang sama) di mana bahan overmold akan disuntik.
-
-
Suntikan bahan yang berlebihan: Kedua, sering lebih lembut atau lebih fleksibel, bahan (mis., TPE, TPU) kemudian disuntik ke dalam rongga kedua, mengalir dan ikatan ke kawasan tertentu substrat pra-dibentuk.
-
Penyejukan dan pemejalan: Bahan overmold menyejukkan dan menguatkan, membentuk ikatan kimia atau mekanikal yang kuat dengan substrat.
-
Eject: Bahagian yang selesai, overmolded dikeluarkan dari acuan.

Bahan yang biasa digunakan
Pemilihan bahan adalah kritikal dalam overmolding untuk memastikan lekatan yang betul, estetika yang dikehendaki, dan prestasi berfungsi.
-
Untuk substrat (pukulan pertama): Biasanya termoplastik tegar yang memberikan integriti struktur. Pilihan biasa termasuk:
-
ABS (acrylonitrile butadiene styrene)
-
Polikarbonat (PC)
-
Nylon (PA)
-
Polipropilena (pp)
-
Polietilena berketumpatan tinggi (HDPE)
-
Akrilik (PMMA)
-
-
Untuk overmold (tembakan kedua): Selalunya bahan yang lebih lembut, elastomerik, atau estetika yang berbeza dengan substrat. Pilihan biasa termasuk:
-
Elastomer termoplastik (TPE): Kelas yang luas termasuk TPU (poliuretan termoplastik), TPV (vulcanizates termoplastik), copes (elastomer copolyester), dan lain -lain. Ini memberikan sentuhan lembut, cengkaman, pengedap, atau sifat redaman getaran.
-
Polyurethanes termoplastik (TPU): Rintangan lelasan yang sangat baik, keanjalan, dan lekatan yang baik kepada banyak plastik tegar.
-
Gred lebih lembut polipropilena (PP) atau polietilena (PE): Untuk aplikasi yang memerlukan tekstur atau warna yang berbeza tanpa memerlukan rasa seperti getah.
-
Plastik lain: Kadang-kadang plastik tegar kedua overmolded untuk kesan multi-warna atau berbilang tekstur tanpa keperluan sentuhan lembut.
-
Aplikasi
Overmolding digunakan secara meluas di pelbagai industri untuk menambah nilai, fungsi, dan merayu kepada produk:
-
Genggaman sentuhan lembut: Pengendalian alat (alat kuasa, alat tangan), pemegang berus gigi, genggaman pisau cukur, peralatan sukan, genggaman dalaman automotif, dan casing elektronik pengguna di mana cengkaman yang selesa, tidak slip dikehendaki.
-
Anjing laut dan gasket: Mewujudkan meterai bersepadu pada kandang, topi, atau peranti elektronik untuk menyediakan rintangan air atau habuk, menghapuskan keperluan untuk o-cincin atau gasket yang berasingan.
-
Enkapsulasi dan perlindungan: Melindungi komponen elektronik sensitif, instrumen perubatan, atau mekanisme halus dari kesan, kelembapan, atau bahan kimia.
-
Redaman getaran: Mengintegrasikan bahan yang lebih lembut untuk menyerap kejutan dan getaran di bahagian automotif, peranti elektronik, atau komponen perkakas.
-
Estetika yang dipertingkatkan: Mewujudkan bahagian berbilang warna atau berbilang bertekstur untuk pembezaan visual, penjenamaan, atau pembezaan sentuhan yang lebih baik (mis., Butang warna yang berbeza pada kawalan jauh).
-
Peranti Perubatan: Mengendalikan instrumen pembedahan, permukaan hubungan pesakit, dan penyambung tiub fleksibel.
Kelebihan
-
Estetika dan ergonomik yang dipertingkatkan: Mewujudkan bahagian-bahagian dengan rasa sentuhan yang lebih baik, genggaman yang selesa, dan reka bentuk pelbagai warna/tekstur, meningkatkan pengalaman pengguna dan rayuan produk dengan ketara.
-
Genggaman dan sifat bukan slip yang lebih baik: Ideal untuk mengendalikan dan permukaan yang memerlukan pegangan yang selamat, walaupun basah.
-
Keupayaan pengedap: Menghapuskan keperluan untuk gasket atau meterai berasingan, mengurangkan langkah pemasangan dan laluan kebocoran yang berpotensi, yang membawa kepada penjimatan kos dan prestasi yang lebih baik.
-
Getaran dan penyerapan kejutan: Bahan overmold yang lebih lembut dapat mengurangkan getaran dan menyerap kesan, melindungi komponen dalaman.
-
Kebebasan reka bentuk: Membolehkan geometri kompleks dan integrasi fungsional yang sukar atau mustahil dengan pencetakan tunggal.
-
Kos perhimpunan yang dikurangkan: Dengan mengintegrasikan pelbagai bahan ke dalam satu proses, operasi sekunder seperti pelekat, pengikat, atau perhimpunan manual genggaman diminimumkan atau dihapuskan.
Kekurangan
-
Masalah Keserasian Bahan: Mencapai ikatan yang kuat antara substrat dan bahan overmold adalah kritikal. Bahan yang tidak serasi boleh menyebabkan penyingkiran, peperangan, atau lekatan yang lemah. Pemilihan bahan yang berhati -hati dan kadang -kadang agen ikatan kimia diperlukan.
-
Potensi untuk Delamination: Jika keserasian bahan atau keadaan pemprosesan tidak dioptimumkan, lapisan overmold boleh dipisahkan dari substrat, menjejaskan integriti bahagian.
-
Peralatan yang lebih kompleks: Alat overmolding sememangnya lebih kompleks daripada acuan tunggal, terutamanya untuk sistem dua tembakan, yang membawa kepada kos perkakas awal yang lebih tinggi dan masa memimpin yang lebih lama.
-
Masa kitaran yang lebih lama (untuk beberapa kaedah): Walaupun overmolding dua tembakan adalah cekap, kaedah yang melibatkan pemindahan manual bahagian dapat meningkatkan masa kitaran berbanding dengan pengacuan suntikan mudah.
-
Perbezaan pengecutan: Kadar pengecutan yang berbeza antara bahan substrat dan overmold boleh menyebabkan peperangan atau tekanan dalaman di bahagian akhir.
-
KELUARGA KELUARGA DAN Pencemaran: Memastikan pemindahan bersih dan mencegah kilat bahan pertama ke dalam rongga kedua memerlukan reka bentuk acuan dan kawalan proses yang tepat.
Co-acting (multi-shot cetakan)
Penganduan bersama, sering kali dirujuk sebagai pengacuan multi-shot, dua pukulan, atau pengacuan suntikan pelbagai komponen, adalah proses pembuatan lanjutan yang membolehkan suntikan serentak atau berurutan dua atau lebih bahan yang berbeza ke dalam satu acuan tunggal dalam satu kitaran cetakan tunggal. Teknik ini menghasilkan bahagian yang sangat bersepadu, pelbagai bahan, menghapuskan keperluan untuk langkah-langkah pemasangan yang berasingan dan membolehkan reka bentuk kompleks dengan pelbagai sifat bahan dalam satu komponen.
Gambaran keseluruhan proses
Inti pengacuan bersama terletak pada menggunakan mesin pengacuan suntikan khusus yang dilengkapi dengan pelbagai unit suntikan dan seringkali platen atau teras berputar:
-
Suntikan bahan pertama: Bahan pertama (mis., Plastik tegar) disuntik ke dalam bahagian rongga acuan untuk membentuk bahagian awal atau substrat.
-
Konfigurasi semula acuan/putaran:
-
Berputar platen/teras: Dalam sistem dua pukulan yang paling biasa, teras acuan (atau platen yang mengandungi pelbagai rongga) berputar untuk membentangkan bahagian yang dibentuk sebahagiannya ke unit suntikan kedua.
-
Teras teras/gelongsor: Dalam sesetengah sistem, mekanisme teras atau teras belakang bergeser untuk membuat rongga baru untuk bahan kedua, tanpa berputar keseluruhan acuan.
-
-
Suntikan Bahan Kedua: Walaupun bahan pertama masih dalam acuan (dan kadang -kadang masih hangat), bahan kedua (mis., TPE lembut, plastik warna yang berbeza, atau plastik berfungsi yang berbeza) disuntik ke dalam rongga yang baru terbentuk atau terdedah, ikatan dengan bahan pertama.
-
Suntikan berikutnya (untuk multi-shot): Bagi bahagian yang memerlukan tiga atau lebih bahan, proses ini berulang dengan unit suntikan tambahan dan rekonfigurasi acuan.
-
Penyejukan dan pemejalan: Semua bahan sejuk dan menguatkan bersama dalam acuan tunggal.
-
Eject: Bahagian multi-material yang terbentuk sepenuhnya dikeluarkan dari acuan.
Jenis pengacuan bersama
Walaupun "co-act" adalah istilah yang luas, jenis yang paling menonjol termasuk:
-
Pencetakan dua tembakan (pencetakan 2k): Ini adalah bentuk pengacuan bersama yang paling lazim, yang melibatkan dua bahan berbeza yang disuntik secara berurutan dalam mesin dan acuan yang sama. Ia digunakan secara meluas untuk membuat bahagian-bahagian dengan genggaman sentuhan lembut, estetika pelbagai warna, atau meterai bersepadu.
-
Pencetakan pelbagai komponen: Pelanjutan dua pukulan, yang melibatkan tiga atau lebih bahan yang berbeza. Ini memerlukan jentera dan reka bentuk acuan yang lebih kompleks.
-
Pencetakan suntikan bersama: Jenis yang berbeza di mana dua (atau lebih) bahan disuntik secara serentak Melalui pintu yang sama, sering mewujudkan struktur "sandwic". Sebagai contoh, bahan teras (mis., Plastik kitar semula) dikelilingi oleh bahan kulit (mis., Plastik dara untuk estetika atau sifat tertentu). Ini sangat baik untuk penjimatan bahan atau mencapai kecerunan bahan yang unik.
-
Overmolding (sebagai bentuk pengacuan bersama): Semasa dibincangkan secara berasingan disebabkan oleh aplikasi yang berbeza, overmolding, apabila dilakukan pada mesin multi-shot tanpa mengeluarkan bahagian, secara teknikal merupakan bentuk pengacuan.
Bahan yang biasa digunakan
Penganduan bersama membolehkan pelbagai kombinasi bahan, terutamanya termoplastik dan elastomer termoplastik:
-
Gabungan termoplastik-termoplastik:
-
Warna yang berbeza: Contohnya, abs tegar hitam dengan abs tegar putih untuk butang berwarna atau kunci.
-
Kekakuan yang berbeza: Contohnya, polikarbonat tegar untuk tulang belakang struktur dengan nilon yang sedikit lebih fleksibel untuk engsel hidup atau ciri snap-fit.
-
Sifat yang berbeza: Contohnya, akrilik yang jelas untuk lensa dengan abs legap untuk perumahan.
-
-
Gabungan elastomer termoplastik-termoplastik (TPE):
-
Ini sangat biasa untuk genggaman sentuhan lembut (mis., PC tegar atau ABS dengan TPE/TPU lembut), meterai bersepadu, atau ciri-ciri redaman getaran.
-
-
Keserasian bahan: Kejayaan pengacuan bersama sangat bergantung pada keserasian kimia dan fizikal antara bahan-bahan yang dipilih untuk memastikan lekatan yang kuat dan mencegah penyingkiran. Faktor seperti suhu cair, kelikatan, dan pertalian kimia adalah pertimbangan kritikal.
Aplikasi
Penganduan bersama merevolusikan reka bentuk produk merentasi pelbagai sektor, membolehkan komponen yang sangat berfungsi dan estetika menarik:
-
Bahagian berwarna-warni: Papan kekunci, kawalan jauh, butang dalaman automotif, panel kawalan perkakas, dan mainan, di mana warna yang berbeza disepadukan tanpa lukisan atau perhimpunan sekunder.
-
Bahagian dengan zon kekakuan/sentuhan yang berbeza -beza: Alat kuasa mengendalikan dengan teras tegar dan genggaman sentuhan lembut, perumahan peranti perubatan dengan zon struktur dan ergonomik, komponen dalaman automotif yang menggabungkan tekstur keras dan lembut (mis., Papan pemuka, panel pintu).
-
Geometri kompleks dengan fungsi bersepadu:
-
Meterai dan gasket bersepadu: Menghapuskan komponen pengedap berasingan dalam elektronik, sensor automotif, atau peralatan rumah tangga.
-
Engsel hidup: Mewujudkan mekanisme engsel fleksibel dalam bahagian tegar.
-
Enkapsulasi: Melindungi elektronik dalaman atau sensor yang halus dengan shell luar yang mantap.
-
Komponen optik: Menggabungkan kanta yang jelas dengan perumahan legap.
-
-
Industri Automotif: Trim dalaman, komponen stereng, tombol kawalan, weatherstripping, dan perumahan cermin yang mengintegrasikan pelbagai bahan untuk estetika, rasa, dan fungsi.
-
Peranti Perubatan: Pengendalian alat pembedahan, perumahan peralatan diagnostik, sensor perubatan yang boleh dipakai yang memerlukan komponen lembut bersepadu untuk keselesaan pesakit atau pengedap.
-
Elektronik Pengguna: Casing telefon bimbit, peranti yang boleh dipakai, fon kepala, dan pengawal permainan dengan kawasan sentuhan bersepadu atau reka bentuk pelbagai warna.
Kelebihan
-
Kebebasan dan kerumitan reka bentuk yang lebih besar: Membolehkan pereka untuk membuat bahagian -bahagian dengan geometri yang sangat rumit dan sifat -sifat bahan yang berbeza -beza dalam satu komponen, membolehkan ciri produk inovatif.
-
Integrasi Fungsian: Menggabungkan pelbagai fungsi ke dalam satu bahagian (mis., Struktur, cengkaman, meterai, warna), mengurangkan kiraan bahagian dan memudahkan bil bahan.
-
Penghapusan Operasi Menengah: Dengan ketara mengurangkan atau menghapuskan keperluan untuk langkah-langkah pemasangan pasca-cetakan seperti melekatkan, kimpalan, lukisan, atau melampirkan gasket berasingan, yang membawa kepada buruh yang besar dan penjimatan kos.
-
Kualiti dan prestasi bahagian yang lebih baik: Mencapai ikatan yang kuat dan konsisten antara bahan, yang membawa kepada bahagian yang lebih tahan lama dengan ciri -ciri prestasi yang dipertingkatkan (mis., Pengedap yang lebih baik, ergonomik yang lebih baik).
-
Dikurangkan masa kitaran keseluruhan (vs pengacuan dan pemasangan berasingan): Walaupun kitaran mesin itu sendiri boleh lebih lama daripada tembakan tunggal, penghapusan langkah-langkah pemasangan menjadikan proses pengeluaran keseluruhan lebih cepat dan lebih cekap.
-
Kos efektif untuk pengeluaran volum tinggi: Pelaburan awal adalah tinggi, tetapi penjimatan jangka panjang dari perhimpunan yang dikurangkan dan kecekapan yang lebih baik menjadikannya sangat ekonomik untuk pengeluaran besar-besaran.
Kekurangan
-
Kos Peralatan Tinggi: Acuan untuk pengacuan bersama adalah sangat kompleks, memerlukan pemesinan yang tepat, sering beberapa pintu, dan mekanisme berputar atau gelongsor yang canggih. Ini membawa kepada kos perkakas awal yang lebih tinggi berbanding dengan acuan tunggal.
-
Kawalan Proses Kompleks: Mencapai ikatan optimum dan aliran bahan memerlukan kawalan yang tepat ke atas pelbagai unit suntikan, suhu, tekanan, dan pergerakan acuan. Ini menuntut pengendali yang sangat mahir dan jentera lanjutan.
-
Kekangan keserasian bahan: Memilih bahan yang mengikat dengan baik secara kimia dan mempunyai suhu pemprosesan yang serasi dan kadar pengecutan adalah penting dan boleh mencabar. Keserasian yang lemah membawa kepada penyingkiran, peperangan, atau tekanan.
-
Kitaran pembangunan yang lebih panjang: Oleh kerana kerumitan perkakas dan persediaan proses, pembangunan awal dan fasa prototaip boleh menjadi lebih luas.
-
Jejak Mesin Lebih Besar: Mesin multi-shot umumnya lebih besar dan lebih mahal daripada mesin pencetakan suntikan standard.
-
Kombinasi Bahan Terhad: Walaupun serba boleh, tidak semua kombinasi bahan mungkin atau praktikal kerana masalah keserasian.
Jadual perbandingan
Untuk membantu menjelaskan perbezaan dan bantuan dalam membuat keputusan, jadual di bawah ini memberikan perbandingan sampingan sisipan, overmolding, dan co-act di pelbagai parameter kritikal.
| Ciri / proses | Masukkan cetakan | Overmolding | Co-acting (multi-shot cetakan) |
| Definisi | Plastik membentuk di sekitar komponen bukan plastik yang tidak terbentuk atau sedia ada (masukkan). | Membentuk bahan kedua (sering lebih lembut/berbeza) di atas bahagian plastik yang sedia ada (substrat). | Membentuk dua atau lebih bahan yang berbeza ke dalam satu bahagian dalam satu kitaran pencetakan. |
| Jenis substrat/sisipan | Pra-terbentuk bukan plastik (logam, seramik, elektronik, dan lain-lain) atau bahagian plastik yang telah dibentuk sebelum ini dianggap sebagai sisipan. | Bahagian plastik pra-dibentuk (substrat tegar) yang acuan bahan kedua ke. | Dua atau lebih bahan yang berbeza dibentuk secara berurutan/serentak dalam mesin yang sama. |
| Aliran proses | 1. Masukkan penempatan. 2. Suntikan plastik di sekitar sisipan. 3. Eject. | 1. Substrat dibentuk. 2. Substrat dipindahkan ke rongga kedua/acuan. 3. Bahan kedua disuntik ke substrat. 4. Letakkan. | 1. Bahan pertama disuntik. 2. Reconfigures acuan (berputar/slaid). 3. Bahan kedua disuntik. 4. (Ulangi lebih banyak tembakan). 5. Letakkan. |
| Bahan tipikal | Sisipan: logam, seramik, kaca, elektronik. Dibentuk: Thermoplastics (ABS, Nylon, PC, pp). | Substrat: Thermoplastics tegar (ABS, PC, Nylon, PP). Overmold: TPE, TPU, Plastik yang lebih lembut. | Pelbagai kombinasi termoplastik-thermoplastic atau termoplastik yang serasi. |
| Fokus aplikasi utama | Bahagian tetulang, kekonduksian elektrik, kekuatan benang yang dipertingkatkan, mengintegrasikan elektronik. | Genggaman sentuhan lembut, peningkatan ergonomik, meterai bersepadu, redaman getaran, pembezaan estetik. | Bahagian pelbagai warna, meterai bersepadu, zon kekakuan yang berbeza-beza, integrasi fungsional kompleks tanpa pemasangan. |
| Kelebihan | Kekuatan yang lebih baik, pemasangan yang dikurangkan, kos efektif untuk jumlah yang tinggi, reka bentuk padat. | Estetika/ergonomik yang dipertingkatkan, cengkaman yang lebih baik, pengedap bersepadu, redaman getaran, perhimpunan yang dikurangkan. | Kebebasan reka bentuk yang lebih besar, integrasi fungsional, penghapusan operasi sekunder, berkualiti tinggi. |
| Kekurangan | Potensi memasukkan kerosakan, fleksibiliti reka bentuk memasukkan terhad, penempatan memasukkan kompleks, perkakas tertentu. | Cabaran keserasian bahan, penyingkiran yang berpotensi, alat yang lebih kompleks, perbezaan pengecutan. | Kos perkakas yang sangat tinggi, kawalan proses kompleks, keserasian bahan yang ketat, kitaran pembangunan yang lebih lama. |
| Kerumitan perkakas | Sederhana hingga tinggi (perlu memegang sisipan) | Tinggi (memerlukan dua rongga atau perubahan acuan) | Sangat tinggi (acuan pelbagai stesen, plat berputar, unit suntikan berganda) |
| Mesin tipikal | Mesin pengacuan suntikan standard (selalunya dengan automasi untuk penempatan masukkan). | IMM standard (dengan automasi untuk pemindahan) atau khusus 2K/multi-shot IMM. | Mesin pengacuan suntikan 2K/multi-shot khusus. |
| Kos (awal) | Sederhana hingga tinggi | Tinggi | Sangat tinggi |
| Kos (setiap bahagian, Vol.) | Rendah hingga sederhana (disebabkan simpanan pemasangan) | Sederhana (disebabkan simpanan pemasangan) | Rendah (paling kos efektif kerana tiada pemasangan) |
| Jenis bon utama | Interlock mekanikal, melekat | Perekatan kimia/mekanikal | Perekatan kimia/mekanikal |
Faktor yang perlu dipertimbangkan semasa memilih proses pencetakan
Memilih proses pencetakan yang paling sesuai di kalangan pengacuan, overmolding, dan co-coult adalah keputusan kritikal yang memberi kesan kepada prestasi produk, kecekapan pembuatan, dan kos keseluruhan. Penilaian menyeluruh beberapa faktor utama adalah penting sebelum melakukan teknik tertentu.
1. Reka bentuk dan kerumitan bahagian
-
Geometri dan integrasi:
-
Masukkan acuan: Ideal apabila anda perlu mengintegrasikan komponen diskret, pra-terbentuk (sering tidak plastik seperti logam atau elektronik) ke bahagian plastik. Pertimbangkan jika bentuk sisipan boleh dipegang dengan selamat di acuan dan menahan tekanan suntikan.
-
Overmolding: Paling sesuai untuk menambah lapisan yang lebih lembut, lebih ergonomik, atau estetika yang berbeza ke a substrat plastik yang sedia ada . Menilai jika bahan overmold boleh mengalir dengan bersih di atas kontur substrat tanpa menjebak udara atau membuat lompang.
-
Co-acuan: Menawarkan kebebasan reka bentuk tertinggi untuk mengintegrasikan pelbagai bahan berasaskan plastik secara langsung dalam satu proses. Ia sangat baik untuk ciri-ciri pelbagai warna yang kompleks, meterai bersepadu, atau bahagian dengan zon kekakuan yang berbeza-beza.
-
-
Toleransi dimensi: Semua kaedah memerlukan pertimbangan yang teliti terhadap pengecutan bahan, terutamanya apabila menggabungkan bahan -bahan yang berbeza. Penganduan bersama, khususnya, menuntut kawalan yang tepat disebabkan oleh pelbagai bahan yang menguatkan secara serentak.
-
Keperluan Fungsian: Apakah sifat khusus yang diperlukan setiap bahagian komponen? Adakah kekuatan, cengkaman, pengedap, kekonduksian elektrik, atau estetika? Ini akan banyak mempengaruhi pemilihan bahan dan dengan itu prosesnya.
2. Keserasian bahan
-
Lekatan: Ini adalah yang paling penting, terutamanya untuk overmolding dan co-cairing. Bahan yang dipilih mesti membentuk ikatan kimia atau mekanikal yang kuat untuk mencegah penyingkiran atau pemisahan dari masa ke masa. Penyelidikan gred bahan khusus dan keserasian mereka (mis., Gred TPE khusus untuk ikatan dengan PC atau nilon).
-
Suhu memproses: Suhu cair bahan -bahan yang berbeza harus serasi. Dalam overmolding dan co-act, suhu cair bahan kedua tidak boleh begitu tinggi sehingga ia merosakkan atau mengubah bentuk bahan pertama (substrat).
-
Kadar pengecutan: Kadar pengecutan yang berbeza antara bahan gabungan boleh menyebabkan peperangan, tekanan dalaman, atau kestabilan dimensi yang lemah di bahagian akhir. Jurutera sering menggunakan perisian simulasi untuk meramalkan dan mengurangkan isu -isu ini.
3. Jumlah pengeluaran
-
Jumlah rendah hingga sederhana:
-
Masukkan acuan (penempatan manual): Boleh menjadi berdaya maju untuk jumlah yang lebih rendah di mana kos penempatan sisipan automatik tidak dibenarkan.
-
Overmolding (pemindahan manual): Begitu juga, jika bahagian -bahagian yang dipindahkan secara manual di antara acuan, ia boleh sesuai dengan pengeluaran yang lebih rendah, walaupun kos buruh menjadi faktor.
-
-
Jumlah Tinggi:
-
Pencetakan sisipan automatik: Penting untuk acuan memasukkan volum tinggi untuk mengekalkan kecekapan dan ketepatan.
-
Dua-pukulan (multi-shot) overmolding & co-act: Proses-proses ini direka khusus untuk pengeluaran tinggi, kecekapan tinggi. Peralatan dan pelaburan mesin pendahuluan yang signifikan dilunaskan ke atas berjuta-juta bahagian, menjadikannya sangat kos efektif.
-
4. Bajet
-
Kos Peralatan Awal:
-
Masukkan acuan: Biasanya sederhana hingga tinggi, kerana acuan memerlukan ciri -ciri untuk mendapatkan sisipan.
-
Overmolding: Tinggi, terutamanya untuk acuan pelbagai rongga atau berputar.
-
Co-acuan: Yang tertinggi, disebabkan oleh kerumitan yang melampau pelbagai acuan dan jentera khusus.
-
-
Pelaburan Mesin: Mesin pengacuan suntikan multi-shot yang diperlukan untuk pengacuan bersama dan overmolding bersepadu jauh lebih mahal daripada mesin standard.
-
Kos setiap bahagian: Walaupun kos awal adalah tinggi untuk kaedah lanjutan, penghapusan operasi menengah (pemasangan, lukisan, pengedap) secara drastik dapat mengurangkan kos per bahagian dalam pengeluaran volum tinggi, yang membawa kepada penjimatan keseluruhan.
5. Keperluan Prestasi
-
Ketahanan dan jangka hayat: Adakah bahagian perlu menahan persekitaran yang keras, penggunaan berulang, atau beban tertentu? Ini mempengaruhi pilihan bahan dan integriti ikatan antara bahan.
-
Faktor Alam Sekitar: Adakah bahagian ini akan terdedah kepada bahan kimia, cahaya UV, suhu yang melampau, atau kelembapan? Pemilihan bahan dan mekanisme ikatan mesti mengambil kira syarat -syarat ini.
-
Estetika: Adakah rupa, rasa, atau kombinasi warna yang kritikal terhadap rayuan pasaran produk? Overmolding dan co-cecair Excel dalam menyampaikan ciri-ciri estetik bersepadu.
-
Pensijilan/Piawaian: Bagi industri seperti perubatan atau automotif, sifat bahan tertentu dan proses pembuatan mesti memenuhi piawaian pengawalseliaan yang ketat.
6. Operasi pasca pengacuan / proses sekunder
-
Salah satu pemacu utama untuk memilih teknik pencetakan maju ini adalah pengurangan atau penghapusan perhimpunan pasca pengacuan.
-
Masukkan acuan: Mengurangkan pemasangan pengikat, bushings, dll.
-
Overmolding & Co-acting: Boleh menghapuskan giliran manual genggaman, pemasangan anjing laut, atau lukisan untuk bahagian pelbagai warna.
-
-
Menilai "jumlah kos pemilikan" yang benar dengan pemfaktoran dalam bukan hanya membentuk kos, tetapi juga buruh, peralatan, dan kawalan kualiti yang berkaitan dengan operasi sekunder. Pelaburan awal yang lebih tinggi dalam pengacuan lanjutan sering boleh membayar sendiri dengan secara drastik memotong kos berikutnya.
Kajian kes
Untuk menggambarkan aplikasi praktikal dan faedah setiap proses pengacuan, mari kita meneroka contoh-contoh dunia nyata di mana memasukkan pencetakan, overmolding, dan co-coolding telah berjaya digunakan untuk menghasilkan produk yang inovatif dan cekap.
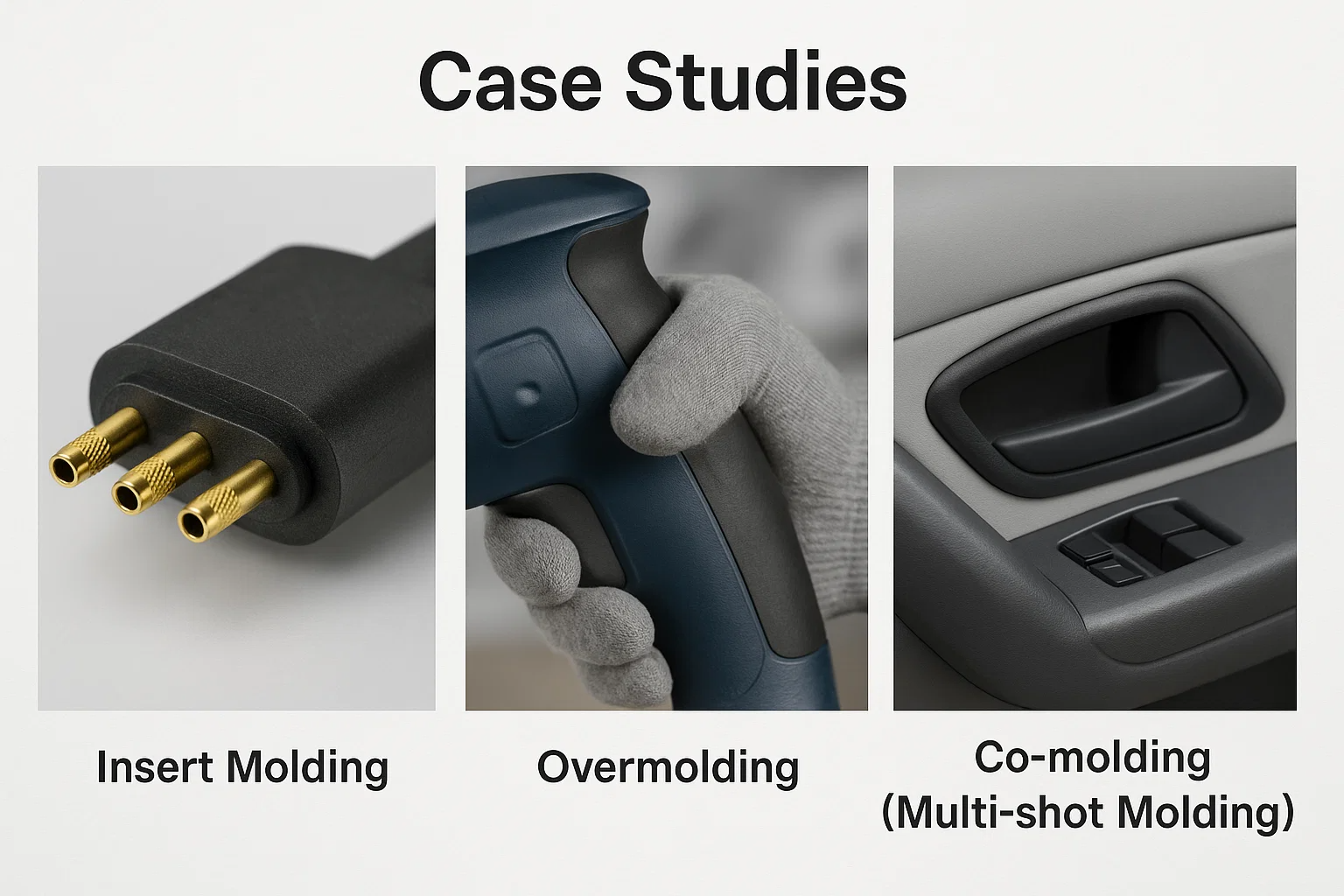
Masukkan acuan: penyambung elektronik
Cabaran: Pengilang elektronik pengguna diperlukan untuk menghasilkan penyambung USB-C yang sangat dipercayai. Penyambung memerlukan pin logam yang mantap untuk kekonduksian elektrik dan integriti struktur, bersepadu dengan lancar ke dalam perumahan plastik yang akan menyediakan penebat dan antara muka yang selamat dengan peranti. Perhimpunan tradisional pin individu ke dalam perumahan plastik adalah perlahan, terdedah kepada misalignment, dan mahal kerana buruh manual.
Penyelesaian: Syarikat itu memilih Masukkan cetakan . Pin tembaga precision-machined telah dibentuk dan kemudian secara automatik dimasukkan ke dalam acuan pelbagai rongga. Polimer kristal cecair cair (LCP), dipilih untuk sifat penebat elektrik yang sangat baik, kestabilan dimensi, dan rintangan suhu tinggi, kemudian disuntik di sekitar pin.
Hasilnya: Proses ini membolehkan penciptaan ratusan ribu penyambung USB-C yang sangat konsisten, tahan lama, dan tepat setiap hari. Kunci mekanikal yang kuat di antara LCP dan ciri-ciri knurled pada pin tembaga memastikan kekuatan tarik keluar yang luar biasa dan kebolehpercayaan jangka panjang. Penghapusan penyisipan pin manual berkurangan kos pembuatan dan masa pemasangan, sambil meningkatkan kualiti keseluruhan dan pengurangan penyambung.
Overmolding: mengendalikan alat kuasa
Cabaran: Sebuah syarikat alat kuasa terkemuka yang bertujuan untuk meningkatkan ergonomik, cengkaman, dan keselesaan pengguna latihan tanpa wayar. Pemegang yang sedia ada, yang dibuat semata -mata dari plastik ABS yang tegar, menjadi licin apabila tangan berpeluh atau berminyak, yang membawa kepada keletihan pengguna dan isu keselamatan yang berpotensi. Menambah cengkaman getah berasingan adalah langkah pemasangan tambahan dan kadang -kadang mengakibatkan kegagalan pelekat dari masa ke masa.
Penyelesaian: Pengeluar dilaksanakan overmolding Menggunakan proses pencetakan suntikan dua tembakan. Pertama, badan pemegang struktur telah dibentuk dari plastik abs yang tahan lama. Ini "substrat" tegar kemudian diputar dalam mesin pengacuan yang sama ke rongga kedua. Di sini, vulcanizate termoplastik yang lembut dan elastomerik (TPV) disuntik ke atas kawasan tertentu dari pemegang ABS, membentuk cengkaman yang selesa dan tidak slip.
Hasilnya: Pemegang yang overmolded memberikan cengkaman yang lebih baik, keselesaan pengguna yang dipertingkatkan dengan ketara, dan keselamatan yang lebih baik, terutama dalam menuntut persekitaran kerja. Ikatan kimia dan mekanikal antara ABS dan TPV memastikan lekatan yang sangat baik, menghalang penyingkiran walaupun selepas penggunaan berat yang berpanjangan. Penyelesaian bersepadu ini menghapuskan keperluan untuk pemasangan cengkaman yang berasingan, menyelaraskan proses pembuatan dan mengurangkan kos pengeluaran keseluruhan semasa menyampaikan pengalaman pengguna premium.
Co-acting (multi-shot cetakan): Komponen dalaman automotif
Cabaran: Pembekal automotif berusaha untuk menghasilkan komponen panel pintu kereta yang canggih yang mengintegrasikan pelbagai fungsi dan estetika, termasuk asas struktur yang keras, tempat letak tangan sentuhan lembut, dan butang berwarna yang berbeza untuk kawalan tingkap. Secara tradisinya, ini melibatkan membentuk beberapa bahagian yang berasingan dan kemudian memasangnya, yang membawa kepada rantaian bekalan yang kompleks, isu -isu yang berpotensi, dan kos buruh yang lebih tinggi.
Penyelesaian: Pembekal mengadopsi a co-acting (multi-shot cetakan) Proses menggunakan mesin pengacuan suntikan tiga-tembakan khusus.
-
Ditembak 1: Polypropylene (PP) yang tegar, dipenuhi kaca disuntik untuk membentuk tulang belakang struktur panel pintu dan asas untuk butang.
-
Ditembak 2: Polyurethane termoplastik sentuhan lembut (TPU) disuntik ke kawasan yang ditetapkan untuk mewujudkan permukaan tangan yang selesa dan zon ergonomik yang lain.
-
Ditembak 3: ABS yang berwarna-warni, yang stabil berwarna UV disuntik untuk membentuk butang kawalan tetingkap yang berbeza terus ke pangkalan PP yang tegar.
Hasilnya: Pendekatan co-cair yang maju ini membolehkan pengeluaran komponen panel pintu pelbagai material yang sangat bersepadu dalam satu proses yang berterusan. Ia mencapai kualiti estetik unggul dengan peralihan lancar antara bahan dan warna, sambil memastikan ikatan mekanikal dan kimia tahan lama. Pengurangan ketara dalam kiraan dan penghapusan beberapa langkah pemasangan membawa kepada penjimatan kos yang besar, mengurangkan kerumitan logistik, dan peningkatan kualiti keseluruhan dan konsistensi untuk pedalaman automotif.
Masukkan cetakan Excels untuk menggabungkan komponen pra-terbentuk, sering tidak plastik, ke dalam bahagian plastik, terutamanya untuk meningkatkan integriti struktur, kekonduksian elektrik, atau menyediakan ciri-ciri fungsi tertentu. Ia adalah untuk komponen yang tahan lama, bersepadu seperti penyambung elektronik atau gear bertetulang.
Overmolding , terutamanya apabila menggunakan bahan yang lebih lembut ke substrat plastik yang tegar, bersinar dalam meningkatkan ergonomik produk, estetika, dan interaksi pengguna. Dari genggaman sentuhan lembut pada alat kuasa ke meterai bersepadu pada peranti elektronik, ia meningkatkan keselesaan, keselamatan, dan fungsi.
Co-acting (multi-shot cetakan) mewakili puncak integrasi multi-material dalam satu kitaran pencetakan. Ia menawarkan kebebasan reka bentuk yang tiada tandingan untuk mewujudkan bahagian-bahagian yang kompleks dengan pelbagai warna, kekakuan yang berbeza-beza, dan fungsi bersepadu yang rumit, sering menghapuskan keseluruhan garisan pemasangan dalam pengeluaran volum tinggi.
Pada akhirnya, pilihan di antara proses pencetakan suntikan yang kuat ini bergantung pada penilaian yang teliti terhadap keperluan khusus projek anda:
-
Bahan apa yang anda gabungkan, dan apakah sifat mereka?
-
Apakah tahap kerumitan reka bentuk dan integrasi fungsional yang diperlukan?
-
Berapakah jumlah pengeluaran yang diunjurkan?
-
Apakah kekangan belanjawan anda, kedua-dua pendahuluan dan per-bahagian?
-
Apakah prestasi kritikal dan keperluan estetik produk akhir?
Masih keliru yang hendak dipilih, hanya hubungi kami di https://www.imtecmould.com/contact/ .

