
Denyar ialah salah satu kecacatan paling biasa dalam pengacuan suntikan — dan salah satu yang paling salah didiagnosis. Sirip nipis bahan berlebihan yang muncul pada garisan pemisah, pin ejektor atau antara muka sisipan sering dipersalahkan pada parameter proses sahaja, apabila punca punca selalunya adalah perkakas. Panduan ini menyediakan rangka kerja diagnostik yang sistematik meliputi kesemua tujuh kategori punca, piawaian pencegahan terkuantiti, dan matriks keutamaan tindakan pembetulan untuk menghapuskan denyar dengan cekap.
1. Apakah Acuan Berkelip?
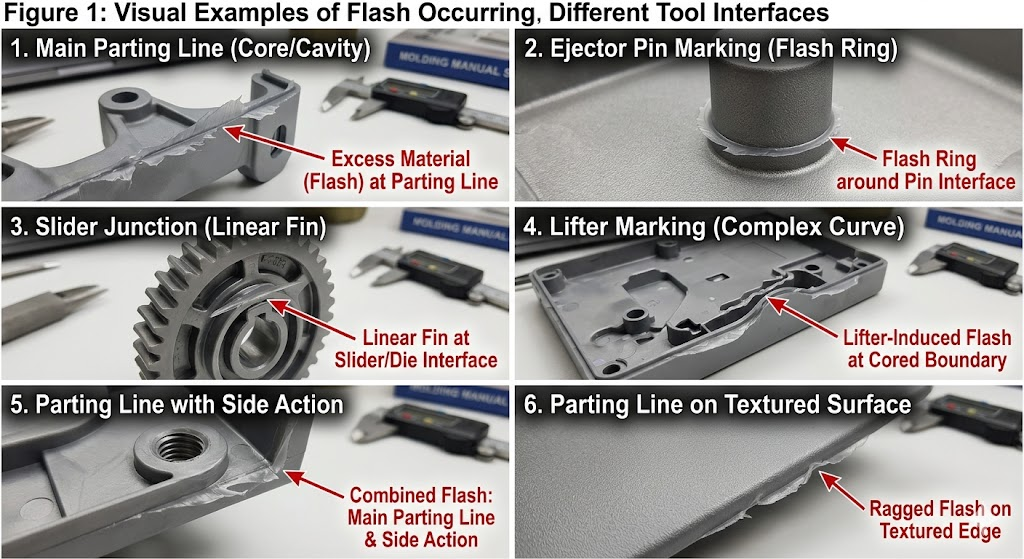
Denyar (juga: berkelip, burr) ialah bahan berlebihan yang keluar dari rongga acuan melalui sebarang celah dalam alat sebelum membeku. Ia kelihatan sebagai sirip nipis, web atau tepi berbulu yang dilekatkan pada bahagian di:
- Garis perpisahan — lokasi yang paling biasa
- Antara muka pin ejector — denyar bulat berdering di sekeliling muka pin
- Antara muka slaid dan pengangkat — sirip linear di sepanjang muka sentuhan tindakan sisi
- Sisipkan sempadan — pada perimeter sisip logam dalam pengacuan sisipan
- Lokasi bolong — jika bolong bersaiz besar atau terhakis
- Permukaan tutup — dalam ciri teras dan lubang tembus
Flash bukan semata-mata kosmetik. Ia menambahkan operasi pemangkasan sekunder, berisiko gangguan pemasangan, mencipta tepi tajam (kecederaan dan bahaya kegagalan meterai), dan dalam aplikasi perubatan atau hubungan makanan mencetuskan ketidakpatuhan peraturan. Lebih penting lagi, ia menandakan jurang dalam sistem acuan yang, jika tidak dirawat, melebar secara progresif dengan setiap pukulan.
2. Tujuh Kategori Punca Punca
Denyar sentiasa mempunyai punca serta-merta yang sama — bahan di bawah tekanan mencari jurang. Tetapi asal-usul jurang itu jatuh ke dalam tujuh kategori yang berbeza, setiap satu memerlukan tindakan pembetulan yang berbeza.
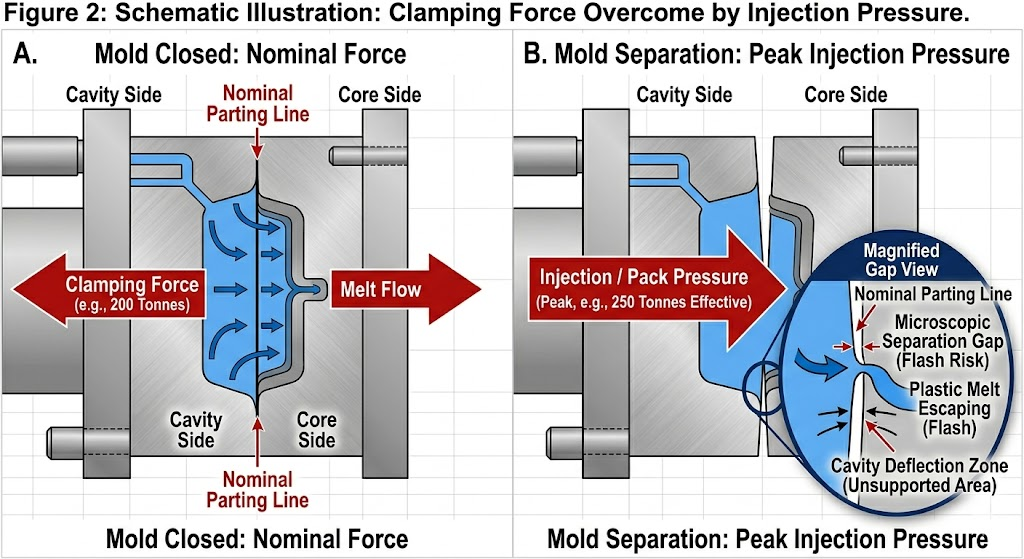
2.1 Daya Pengapit Tidak Mencukupi
Punca yang paling kerap diabaikan. Jika tekanan suntikan melebihi daya pengapit berkesan penekan pada kawasan unjuran bahagian dan sistem pelari, plat acuan berpisah seketika semasa mengisi dan membungkus — mewujudkan jurang dinamik pada garisan perpisahan.
Pemeriksaan diagnostik:
Daya pengapit yang diperlukan (tan) = Luas unjuran (cm²) × Tekanan rongga (MPa) ÷ 100Untuk bahagian dengan kawasan unjuran 180 cm² (termasuk pelari) yang diisi pada tekanan rongga purata 80 MPa:
Pengapit yang diperlukan = 180 × 80 ÷ 100 = minimum 144 tanTambahkan margin keselamatan 20–25% → 175–180 tan minimum.
Menjalankan bahagian ini pada penekan 150 tan akan menghasilkan denyar talian perpisahan tanpa mengira sebarang pelarasan parameter lain.
Kesilapan biasa: Mengira kawasan unjuran dari bahagian sahaja, tidak termasuk sistem pelari. Sprue, pelari, dan pintu pagar menyumbang kawasan unjuran dan tekanan rongga yang ketara.
| bahan | Julat Tekanan Rongga Biasa | Peraturan Ibu Jari Daya Pengapit |
|---|---|---|
| PP, PE (dinding nipis) | 40–80 MPa | 0.4–0.8 t/cm² |
| ABS, PS | 50–90 MPa | 0.5–0.9 t/cm² |
| PA6, PA66 | 60–100 MPa | 0.6–1.0 t/cm² |
| PC, PC/ABS | 80–130 MPa | 0.8–1.3 t/cm² |
| PPS, LCP | 90–150 MPa | 0.9–1.5 t/cm² |
| POM | 70–110 MPa | 0.7–1.1 t/cm² |
2.2 Kehausan atau Kerosakan Permukaan Perpisahan
Permukaan perpisahan (PS) adalah meterai utama antara rongga dan atmosfera. Sebarang sisihan daripada kerataan sempurna — sama ada daripada haus, kerosakan hentaman, hakisan percikan EDM atau kekerasan permukaan yang tidak mencukupi — membenarkan bahan terlepas.
Toleransi kritikal:
| Saiz Acuan | Sisihan Kerataan PS Yang Dibenarkan Maks | Kekerasan Keluli yang Disyorkan |
|---|---|---|
| Kecil (<250 × 250 mm) | 0.005 mm | 48–52 HRC |
| Sederhana (250–500 mm) | 0.008 mm | 48–52 HRC |
| Besar (>500 mm) | 0.010–0.012 mm | 44–48 HRC |
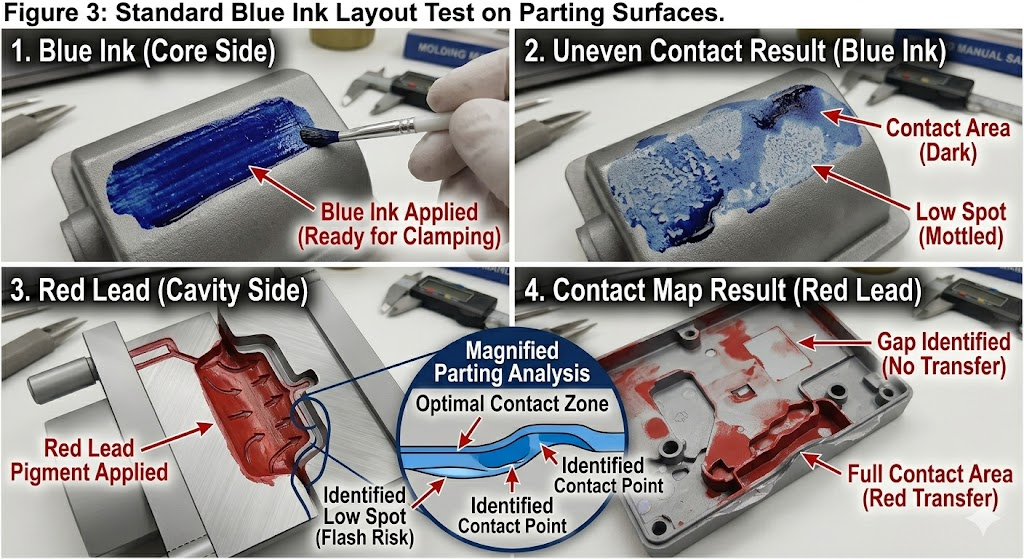
Protokol pemeriksaan: Ujian pemindahan dakwat biru atau tolok peraba sapuan merentasi permukaan perpisahan penuh. Sebarang jurang >0.010 mm pada bahan komoditi atau >0.005 mm pada bahan kelikatan rendah (LCP, PPS) adalah risiko kilat.
Kaedah pembaikan mengikut keterukan:
| Jenis Kerosakan | Kaedah Pembaikan | Masa Utama |
|---|---|---|
| Kehausan kecil (<0.05 mm kawasan rendah) | Kimpalan laser menggilap semula | 1–3 hari |
| Haus sederhana (0.05–0.2 mm) | Kimpalan sembur atau mesin semula kimpalan TIG | 3–5 hari |
| Kerosakan kesan / kemek | Kimpalan laser EDM percikan semula | 2–4 hari |
| Haus meluas (>0.2 mm) | Skim semula PS penuh pada pengisar permukaan | 3–7 hari |
| Denyar berulang di lokasi yang sama | Kimpalan muka keras (Stellite) menggilap semula | 5–10 hari |
2.3 Kelajuan atau Tekanan Suntikan Berlebihan
Malah acuan yang sempurna dari segi geometri akan berkelip jika parameter proses menolak tekanan rongga melebihi kapasiti daya pengapit, atau jika halaju suntikan cukup tinggi untuk mencipta kesan baji hidraulik pada garisan perpisahan sebelum tan pengapit berkembang sepenuhnya.
Keadaan proses yang mendorong kilat:
- Kelajuan suntikan ditetapkan begitu tinggi sehingga rongga terisi dalam <0.3 saat — lonjakan tekanan puncak melebihi kapasiti pengapit seketika
- Set tekanan pek melebihi 80% daripada tekanan suntikan pada bahan kelikatan rendah
- Masa tahan dilanjutkan melebihi pembekuan pintu — tekanan berterusan selepas pembekuan pintu memindahkan daya ke plat acuan, bukan bahagian pembungkusan
- Suhu cair terlalu tinggi — mengurangkan kelikatan, bahan mengalir dengan lebih agresif ke mana-mana jurang
Urutan pelarasan proses (sebelum campur tangan perkakas):
- Kurangkan kelajuan suntikan dalam kenaikan 10% — semak jika denyar berkurangan
- Kurangkan tekanan pek kepada 60–70% daripada tekanan isi
- Sahkan masa penahanan tidak melebihi masa pembekuan pintu (gunakan kajian pembekuan pintu)
- Kurangkan suhu cair sebanyak 5–10°C
- Jika denyar berterusan selepas semua empat pelarasan — punca utama adalah perkakas, bukan proses
2.4 Kelikatan Bahan Terlalu Rendah
Bahan kelikatan rendah mengalir ke dalam celah yang dirapatkan oleh bahan kelikatan standard. Inilah sebabnya mengapa gred PA PPS, LCP dan berat molekul rendah memerlukan toleransi permukaan perpisahan yang lebih ketat daripada ABS atau PP.
Indeks Aliran Lebur (MFI) sebagai penunjuk risiko kilat:
| Julat MFI (g/10 min) | Kategori Risiko Kilat | Jurang PS Maks Yang Dibenarkan |
|---|---|---|
| < 5 | rendah | 0.020 mm |
| 5–20 | Sederhana | 0.015 mm |
| 20–50 | tinggi | 0.010 mm |
| > 50 (cth., LCP, PP dinding nipis) | Sangat Tinggi | 0.005–0.008 mm |
Variasi lot bahan: MFI boleh berbeza-beza ±15–25% antara lot dalam gred yang sama. Acuan yang berjalan pada ambang denyar dengan satu lot mungkin berkelip dengan yang seterusnya. Sentiasa semak MFI masuk terhadap data kelayakan acuan.
2.5 Suhu Acuan Terlalu Tinggi
Suhu acuan yang dinaikkan mengurangkan kelikatan lapisan cair yang bersentuhan dengan permukaan perpisahan, memanjangkan tetingkap masa di mana bahan cukup cecair untuk menembusi celah. Ini amat penting untuk:
- Bahan kristal dengan takat lebur tajam (POM, PPS, PA)
- Bahan berjalan berhampiran had atas julat suhu acuan yang disyorkan
- Acuan pelari panas di mana perendaman haba manifold boleh meningkatkan suhu plat acuan secara tempatan
Peraturan biasa: Setiap peningkatan 10°C dalam suhu acuan melebihi minimum yang disyorkan meningkatkan kepekaan denyar sebanyak lebih kurang satu gred kelikatan — bersamaan dengan peningkatan 20% dalam MFI.
2.6 Kekurangan Reka Bentuk Acuan
Ciri geometri dalam reka bentuk acuan yang mewujudkan risiko kilat yang wujud:
Rentang permukaan perpisahan yang tidak disokong: Permukaan perpisahan rata yang besar tanpa tiang sokongan membelok di bawah tekanan rongga. Plat acuan 400 × 400 mm yang tidak disokong dalam keluli P20 membelok 0.03–0.08 mm pada 80 MPa — mencukupi untuk menghasilkan denyar pada perimeter.
Peraturan reka bentuk tiang sokongan: Rentang maksimum tidak disokong antara tiang sokongan = 150 mm untuk acuan tugas sederhana. Tambah tiang pada pusat 120–130 mm untuk bahan tekanan tinggi (PC, PPS).
Lebar tanah yang tidak mencukupi pada garisan perpisahan: “Tanah” — jalur rata sempit bersebelahan dengan rongga pada permukaan perpisahan — mestilah cukup lebar untuk menahan ubah bentuk akibat tekanan. Lebar tanah minimum yang disyorkan:
| bahan | Lebar Tanah Minimum |
|---|---|
| PP, PE, ABS | 3–5 mm |
| PA, POM, PC | 5–8 mm |
| PPS, LCP | 8–12 mm |
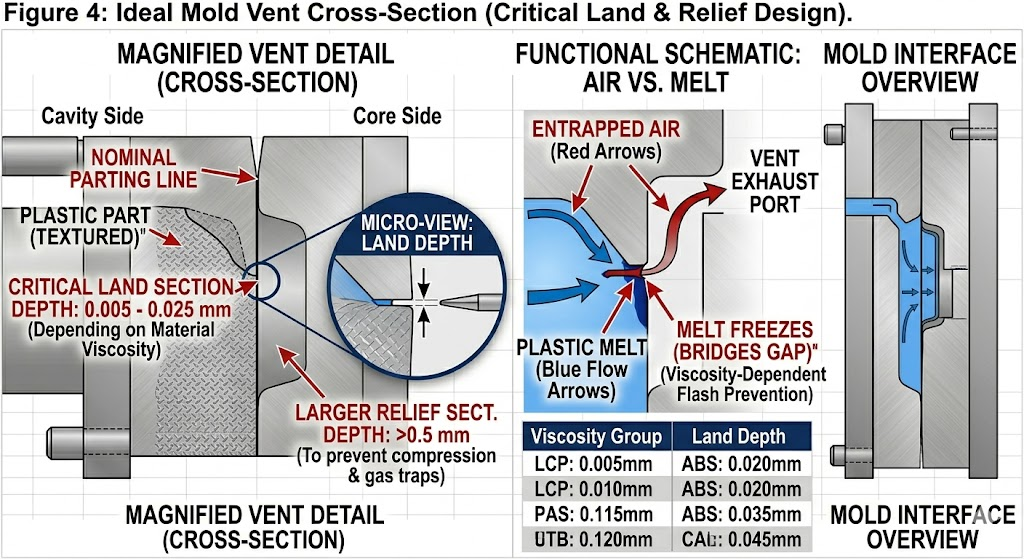
Kedalaman bolong terlalu dalam: Bolong adalah celah yang disengajakan — jika bersaiz besar, ia menjadi penjana kilat. Garis panduan kedalaman bolong standard:
| bahan | Kedalaman Bolong (bahagian tanah) | Kedalaman Bolong (bahagian pelepasan) |
|---|---|---|
| PP, PE | 0.015–0.025 mm | 0.5–0.8 mm |
| ABS, PS | 0.010–0.020 mm | 0.5–0.8 mm |
| PA, POM | 0.010–0.015 mm | 0.3–0.5 mm |
| PC, PC/ABS | 0.008–0.015 mm | 0.3–0.5 mm |
| PPS, LCP | 0.005–0.010 mm | 0.2–0.3 mm |
2.7 Komponen Bergerak yang Haus atau Tidak Sejajar
Tindakan sampingan, pengangkat, tarikan teras dan pin ejektor mencipta antara muka dinamik yang menggerakkan setiap kitaran. Antara muka ini haus secara progresif dan merupakan sumber denyar yang paling biasa dalam pengeluaran volum tinggi yang sebelum ini bebas denyar.
Denyar pin ejector: Kelegaan antara diameter pin dan diameter lubang mesti dipegang dalam had yang ketat. Kelegaan standard mengikut bahan:
| bahan | Kelegaan Pin Ejector (setiap sisi) |
|---|---|
| PP, PE, ABS | 0.010–0.020 mm |
| PA, POM | 0.008–0.015 mm |
| PC, PC/ABS | 0.005–0.012 mm |
| PPS, LCP | 0.003–0.008 mm |
Kelegaan melebihi had ini menghasilkan denyar pin yang boleh dilihat. Di bawahnya, pin mengikat dan pecah. Ini adalah masalah pengurusan haus — kelegaan pin hendaklah disahkan setiap 100,000–200,000 tangkapan pada alatan volum tinggi.
Denyar antara muka slaid dan pengangkat: Pakai pada plat haus (gib) yang memandu tindakan sisi membolehkan muka gelongsor beralih 0.01–0.05 mm daripada muka tempat duduknya — mencukupi untuk denyar. Plat haus gib hendaklah komponen yang boleh diganti pada mana-mana acuan pengeluaran, dengan selang pemeriksaan ditakrifkan dalam pelan penyelenggaraan acuan.
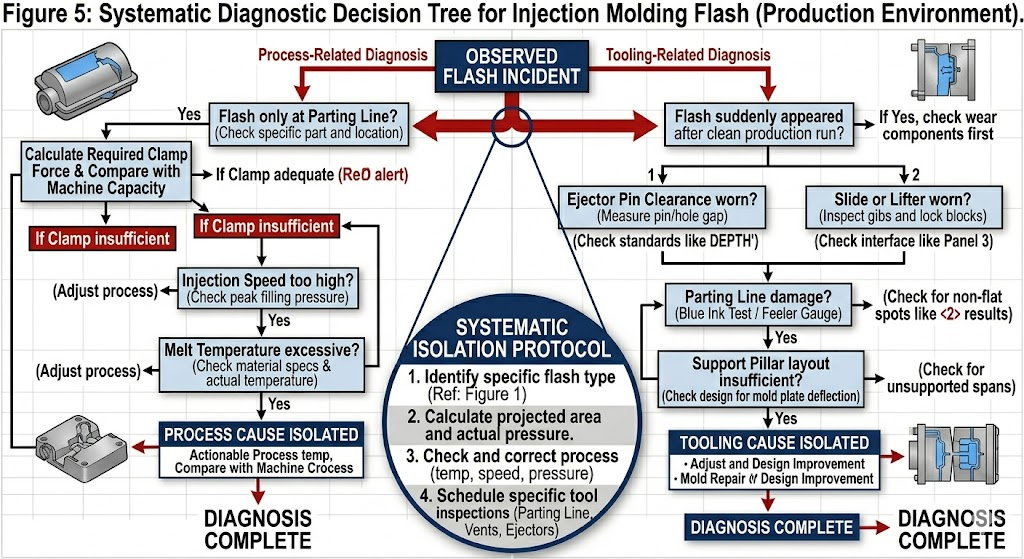
3. Pokok Keputusan Diagnostik Flash
Gunakan urutan ini untuk mengenal pasti punca tanpa pembongkaran acuan yang tidak perlu:
FLASH DIPERHATIKAN│├── Flash hanya pada garisan perpisahan?│ ├── YA → Periksa pengiraan daya pengapit terlebih dahulu│ │ → Kemudian periksa kerataan PS (ujian dakwat biru)│ │ → Kemudian kurangkan kelajuan suntikan / tekanan pek│ └── TIDAK → Teruskan di bawah│├── Denyar pada pin ejektor sahaja?│ └── YA → Ukur kelegaan pin ke lubang│ → Periksa panjang pin (pin panjang = tekanan sentuhan lebih tinggi)│ → Sahkan pengembalian plat ejektor telah terpasang sepenuhnya sebelum pengapit ditutup│├── Denyar pada antara muka slaid/pengangkat?│ └── YA → Periksa plat haus gib (pengukur perasa)│ → Periksa kekuatan tempat duduk slaid / sudut penguncian│ → Sahkan sentuhan blok tumit│├── Denyar di lubang udara?│ └── YA → Ukur kedalaman bolong (sasaran: potong semula mengikut spesifikasi)│ → Periksa hakisan bolong (bahan penuh kaca yang kasar)│├── Denyar tiba-tiba muncul selepas tangkapan X pengeluaran bersih?│ └── YA → Penyebab yang berkaitan dengan haus (gib, permukaan perpisahan, pin ejektor)│ → Jadualkan pemeriksaan acuan / penyelenggaraan pencegahan│└── Terdapat denyar daripada tangkapan pertama acuan baharu? └── YA → Isu kualiti reka bentuk atau bina → Sahkan pengiraan daya pengapit → Sahkan kualiti pengisaran permukaan perpisahan → Semak susun atur tiang sokongan → Sahkan kedalaman bolong terhadap spesifikasi
4. Piawaian Pencegahan mengikut Fasa Binaan Acuan
Pencegahan denyar yang paling kos efektif berlaku sebelum acuan menjalankan tangkapan pertamanya.
4.1 Fasa Reka Bentuk
- Jalankan simulasi tekanan rongga acuan — sahkan tekanan rongga puncak × kawasan yang diunjurkan tidak melebihi 80% daripada kapasiti pengapit tekan yang dirancang
- Reka bentuk tiang sokongan pada pusat ≤150 mm untuk semua tekanan rongga >60 MPa
- Nyatakan lebar tanah minimum bagi setiap kategori bahan (Bahagian 2.6)
- Kedalaman bolong reka bentuk mengikut spesifikasi bahan — jangan bergantung pada elaun pemesinan lalai
- Nyatakan kelegaan pin ejektor dalam lukisan acuan — ia mesti muncul pada blok toleransi, bukan diserahkan kepada pertimbangan ahli mesin
4.2 Fasa Pembinaan Acuan
- Sahkan kerataan permukaan perpisahan pada pengisar permukaan sebelum pemasangan akhir — ukuran dokumen
- Ujian dakwat biru selepas pemasangan penuh — 100% sentuhan permukaan perpisahan diperlukan sebelum percubaan pertama
- Ukur dan rekod semua kelegaan pin ejektor — minimum 5 pin sampel setiap acuan, set lengkap untuk acuan kritikal
- Sahkan tempat duduk slaid di bawah beban pengapit tekan sebelum suntikan pertama — gunakan tanah liat atau filem Fuji Prescale
4.3 Fasa Percubaan Artikel Pertama
- Mulakan pada kelajuan suntikan 50% dan tekanan pek 60% — naikkan secara berperingkat
- Rekod sempadan atas tetingkap proses (permulaan kilat) — ini ialah parameter kelayakan acuan kritikal
- Lebar tetingkap proses dokumen: perbezaan antara permulaan tangkapan pendek dan permulaan denyar hendaklah ≥15% daripada tekanan suntikan untuk acuan yang teguh
4.4 Fasa Pengeluaran
- Tentukan selang penyelenggaraan pencegahan untuk: pemeriksaan permukaan perpisahan (setiap 200,000 tangkapan), ukuran plat haus gib (setiap 150,000 tangkapan), semakan kelegaan pin ejektor (setiap 100,000 tangkapan untuk alatan volum tinggi)
- Jejaki insiden denyar mengikut lokasi dalam sistem SPC — denyar progresif pada satu lokasi isyarat haus sebelum ia menjadi pelepasan berkualiti
- Kekalkan rekod pemeriksaan masuk MFI yang material — kaitkan kejadian kilat dengan data MFI
5. Matriks Keutamaan Tindakan Pembetulan
Apabila denyar diperhatikan dalam pengeluaran, gunakan matriks ini untuk mengutamakan tindakan pembetulan mengikut kos dan keberkesanan:
| Tindakan | kos | Masa untuk Melaksanakan | Keberkesanan | Keutamaan |
|---|---|---|---|---|
| Kurangkan kelajuan suntikan / tekanan pek | Sifar | serta merta | tinggi (if process-caused) | pertama |
| Sahkan kecukupan daya pengapit — beralih kepada penekan yang lebih besar | rendah | syif yang sama | Definitif untuk denyar yang disebabkan oleh pengapit | ke-2 |
| Ujian dakwat biru — kenal pasti jurang hubungan PS | rendah | 2–4 jam | Diagnostik, bukan pembetulan | ke-3 |
| Pembaikan kimpalan laser titik rendah PS | Sederhana | 1–3 hari | Kekal untuk denyar akibat haus | ke-4 |
| Gantikan pinggan pakai gib yang haus | rendah–Medium | 4–8 jam | Kekal untuk denyar slaid | ke-5 |
| Gantikan pin ejektor (pelepasan bersaiz besar) | rendah | 4–8 jam | Kekal untuk denyar pin | ke-6 |
| Kisar semula permukaan perpisahan | Sederhana | 3–7 hari | Kekal untuk pemakaian PS yang meluas | ke-7 |
| Tambah tiang sokongan (kekurangan reka bentuk) | tinggi | 2–4 minggu | Kekal untuk denyar yang disebabkan oleh pesongan | ke-8 |
| Tingkatkan kekerasan keluli (masukkan semula dalam keluli yang lebih keras) | tinggi | 3–6 minggu | Pencegahan haus jangka panjang | ke-9 |
6. Kes Khas: Bahan Berisiko Denyar Tinggi
PPS dan LCP
Kedua-dua bahan mempunyai kelikatan cair 3–5× lebih rendah daripada ABS pada suhu pemprosesan. Mereka akan mencari dan mengeksploitasi sebarang jurang yang dirapatkan oleh bahan standard. Acuan yang menjalankan PPS atau LCP mesti dibina dengan toleransi yang lebih ketat dari awal — memasang semula acuan toleransi standard untuk menjalankan PPS jarang menjimatkan kos.
Keperluan wajib:
- Keluli rongga S136 atau 420SS (kakisan dan kekerasan)
- Kerataan permukaan perpisahan ≤0.005 mm
- Kelegaan pin ejector ≤0.006 mm setiap sisi
- Kedalaman bolong ≤0.008 mm bahagian tanah
- Tiang sokongan pada pusat maksimum 120 mm
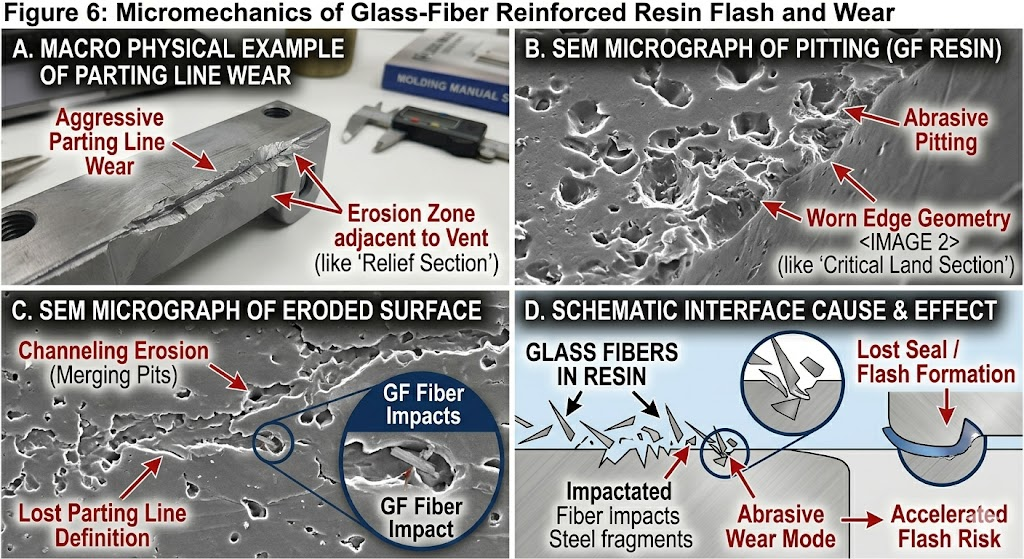
Gred Diisi Kaca (GF30 dan ke atas)
Gentian kaca adalah kasar. Permukaan pemisah, bolong dan lubang pin ejektor semuanya haus lebih cepat dalam pengeluaran yang diisi GF berbanding gred yang tidak diisi. Selang penyelenggaraan hendaklah dikurangkan sebanyak 30–40% berbanding jadual bahan yang tidak diisi. Sisipan keluli yang dikeraskan (≥50 HRC) di lokasi haus tinggi (kawasan pintu pagar, garisan perpisahan bersebelahan dengan pintu pagar) amat disyorkan.
Bahagian Dinding Nipis (<1.0 mm dinding)
Bahagian dinding nipis memerlukan kelajuan dan tekanan suntikan yang tinggi — menolak tekanan rongga ke had atas kapasiti pengapit tekan. Tetingkap proses antara syot pendek dan denyar adalah sangat sempit (kadangkala <5% daripada tekanan suntikan). Acuan ini memerlukan:
- Permukaan perpisahan ketepatan (≤0.005 mm kerataan)
- Tekan yang lebih besar daripada pengiraan pengapit sahaja (tambah margin 30%)
- Penderia tekanan rongga masa nyata — kawalan tekan gelung tertutup untuk mengelakkan denyar
7. Kos Flash: Mengapa Penghapusan Membayar
Denyar jarang berharga tepat dalam sistem kualiti. Kos sebenar termasuk:
| kos Element | Julat Biasa setiap Bahagian | Nota |
|---|---|---|
| Kerja pemangkasan | $0.05–$0.40 | Bergantung pada lokasi denyar dan kebolehaksesan |
| Kehausan alatan daripada denyar (kerosakan PS dipercepatkan) | $0.01–$0.05 dilunaskan | Denyar melecetkan PS, mewujudkan kitaran yang semakin teruk |
| Kadar sekerap meningkat (denyar menyebabkan penolakan bahagian) | 1–5% daripada nilai pengeluaran | tinggier for tight-tolerance parts |
| Pemberhentian talian pemasangan (denyar menyebabkan masalah kesesuaian) | Pembolehubah | Boleh mencetuskan caj balik pelanggan |
| Pemulangan pelanggan / kegagalan medan | tinggi | Terutamanya untuk mengedap permukaan |
| Masa henti pembaikan acuan | $500–$5,000 setiap kejadian | Ditambah kehilangan peluang pengeluaran |
Untuk bahagian volum pertengahan pada 500,000 bahagian/tahun dengan kos pemangkasan $0.20/bahagian dan sekerap berkaitan denyar 2%, kos tahunan denyar yang belum diselesaikan melebihi $150,000 — jauh lebih tinggi daripada kos pembaikan permukaan perpisahan yang betul atau program penyelenggaraan acuan.
8. Kesimpulan
Flash ialah simptom, bukan punca. Menyelesaikannya secara kekal memerlukan mengenal pasti yang mana antara tujuh kategori punca — daya pengapit, keadaan permukaan perpisahan, parameter proses, kelikatan bahan, suhu acuan, kekurangan reka bentuk atau haus komponen — merupakan pemacu sebenar. Pelarasan proses sahaja menyekat denyar buat sementara waktu; pembetulan perkakasan dan reka bentuk menghapuskannya secara kekal.
Strategi yang paling menjimatkan kos ialah pencegahan: mereka bentuk permukaan perpisahan, struktur sokongan dan geometri bolong mengikut spesifikasi yang betul untuk bahan khusus yang dijalankan, dan melaksanakan program penyelenggaraan pencegahan berstruktur yang menangkap haus sebelum ia menjadi pelarian berkualiti.
Artikel Berkaitan:
- Memahami Apa Itu Pukulan Pendek dalam Pengacuan Suntikan: Punca, Penyelesaian dan Pencegahan
- Kawalan Pengecutan & Lepuh dalam Pengacuan Suntikan: Panduan Kejuruteraan untuk OEM
- Kerja Semula Acuan Suntikan: Bolehkah Anda Menukar Alat 2-Rongga kepada 4-Rongga?
- Panduan Terbaik untuk Pembaikan Acuan Suntikan: Kimpalan Laser dan Teknik Rawatan Permukaan
- Panduan Pemilihan untuk Keluli Acuan Suntikan Ketepatan Tinggi
Acuan IMTEC | Nr.818 Jinyuan Road, Yinzhou, Ningbo, 315100, Zhejiang, China | [email protected] | 86 153 5648 7586

