
Dalam pengacuan suntikan industri moden—terutamanya dalam rantaian bekalan automotif, aeroangkasa dan peranti perubatan Amerika Utara yang menuntut—pacuan ke arah pemberat ringan struktur dan integrasi komponen telah mencetuskan pergantungan yang tidak pernah berlaku sebelum ini pada profil berdinding nipis dan matriks polimer bertetulang gentian yang kompleks. Walaupun kemajuan ini menghasilkan kecekapan bahan dan jisim yang besar, ia meningkatkan risiko kegagalan mekanikal setempat dan penolakan kosmetik yang berpunca daripada garisan rajutan dan garisan kimpalan. Jauh daripada kecacatan permukaan yang mudah, antara muka struktur ini mewakili ketakselanjaran yang mendalam dalam matriks acuan di mana rantai polimer gagal meresap secukupnya. Untuk melindungi margin OEM yang ketat dan mengekalkan piawaian keselamatan mekanikal yang ketat, pengeluar tidak lagi boleh menganggap pemulihan talian bersatu sebagai satu siri pelarasan percubaan dan kesilapan di akhbar. Sebaliknya, pasukan kejuruteraan mesti mengguna pakai metodologi dipacu data yang menghubungkan pemeriksaan kuantitatif lantai kedai dengan lancar dengan simulasi ramalan lanjutan dan susun atur alatan yang dioptimumkan.
Mengesan dan Memeriksa Garis Berkait: Peralihan daripada Visual kepada Metrik Kuantitatif
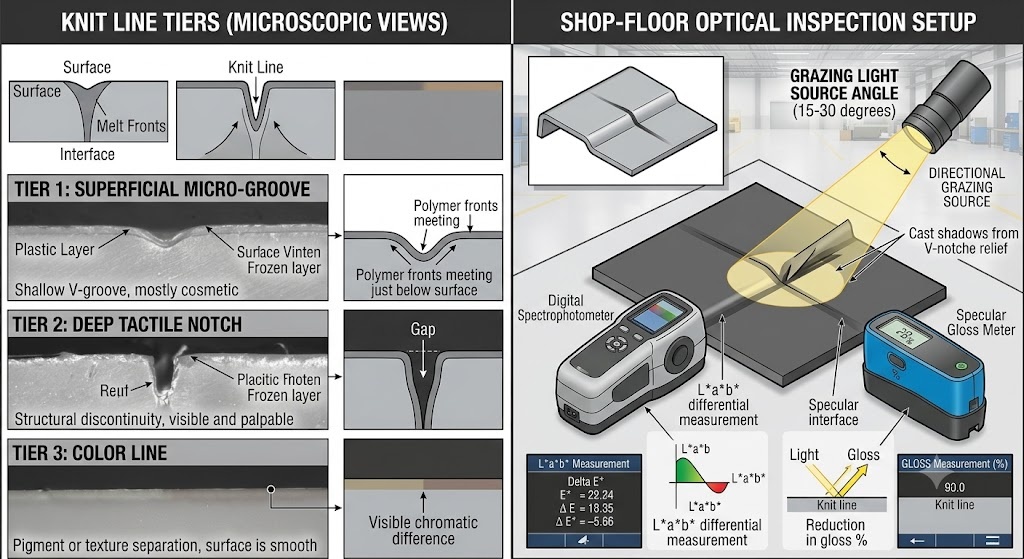
Untuk mewujudkan rangka kerja kawalan kualiti yang mantap, operasi pengacuan mesti menghapuskan penilaian visual subjektif dan menggantikannya dengan metrik yang tepat dan boleh diukur. Di tingkat pengeluaran, pemeriksaan visual tradisional sering mengkategorikan isu garis rajutan melalui deskriptor kualitatif yang tidak jelas. Kawalan proses sebenar memerlukan menukar pemerhatian kualitatif ini kepada pembolehubah digital yang boleh diulang. Morfologi permukaan mesti dikategorikan kepada peringkat fizikal yang berbeza: alur mikro cetek, takuk sentuhan dalam dan perubahan warna setempat yang berbeza. Menggunakan teknik pengimejan khusus, seperti pencahayaan ragut sudut rendah dan pengimejan unjuran kontras tinggi, jurutera berkualiti boleh memetakan sisihan permukaan. Untuk komponen kosmetik, spektrofotometer mesti digunakan untuk merekodkan anjakan kromatik merentasi antara muka menggunakan ruang warna CIELAB piawai, mewujudkan had ambang atas, seperti Delta E_ab kurang daripada atau sama dengan 0.5. Pada masa yang sama, meter gloss kenalan diperlukan untuk mengukur pengurangan gloss specular tempatan, memastikan kawasan kimpalan sepadan dengan tekstur nominal dalam nilai toleransi yang ditentukan.
Untuk komponen kejuruteraan galas beban atau kritikal bendalir, ukuran permukaan tidak merosakkan hanya mewakili separuh daripada protokol pengesahan. Integriti mekanikal mesti disahkan melalui rejimen ujian pemusnah piawai yang ketat. Protokol kejuruteraan mesti memberi mandat bahawa bar ujian tegangan (mematuhi ASTM D638 atau ISO 527) dituai terus daripada komponen pengeluaran, dengan garis rajutan disetempatkan dengan tepat di tengah-tengah panjang tolok. Prestasi mekanikal spesimen ini kemudiannya ditanda aras terhadap spesimen garis dasar yang serupa yang dibentuk tanpa antara muka untuk mengira Faktor Pengekalan Kekuatan Talian Kimpalan (WRF), yang dinyatakan oleh persamaan teks biasa berikut:
Walaupun perumahan pengguna estetik mungkin bertolak ansur dengan penurunan kekuatan yang ketara dengan syarat varians warna boleh diabaikan, komponen bawah tudung automotif kritikal atau manifold cecair perubatan kerap menguatkuasakan ambang kualiti yang ketat, menolak mana-mana kelompok yang jatuh di bawah nilai pengekalan 90 peratus atau 95 peratus. Jika talian kimpalan jatuh di bawah ambang yang telah ditetapkan ini, jurutera berkualiti mesti melaksanakan senarai semak pemeriksaan tingkat kedai 4 langkah segera:
- Sahkan suhu rongga cair dan acuan sebenar menggunakan probe haba yang ditentukur.
- Dokumentasikan profil kedalaman sentuhan menggunakan profilometer permukaan.
- Rujukan silang berat bahagian setempat terhadap had nominal untuk menyemak pembungkusan yang kurang.
- Jika kegagalan berterusan, ekstrak sampel untuk keratan metalografik keratan rentas atau mikroskop elektron pengimbasan (SEM) untuk memeriksa bagi meruap mikroskopik terperangkap atau salah jajaran gentian setempat di sepanjang permukaan patah.
Punca Punca dan Simulasi Ramalan: Menghubungkan Fizik kepada Cerapan Boleh Ditindaklanjuti
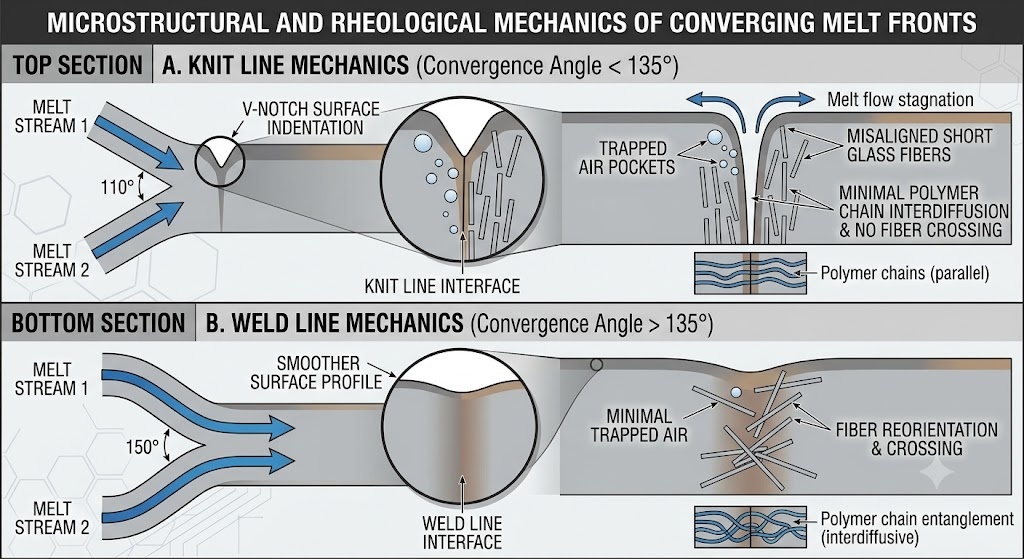
Garis bersatu terbentuk apabila dua atau lebih bahagian hadapan cair polimer berbeza bertemu secara langsung dalam rongga acuan pada sudut penumpuan kurang daripada 135 darjah. Apabila sudut penumpuan melebihi ambang ini, sempadan secara teknikal diklasifikasikan sebagai garisan kimpalan, membolehkan aliran aliran selari bergabung dengan lebih semula jadi. Fizik asas yang mengawal kekuatan dan keterlihatan antara muka ini bergantung sepenuhnya pada keadaan termodinamik bahan semasa penumpuan. Apabila cair bergerak melalui rongga, sentuhan dengan keluli acuan yang lebih sejuk mewujudkan lapisan sempadan beku, yang secara berterusan menyempitkan saluran aliran aktif. Jika suhu cair tempatan jatuh berhampiran titik peralihan bahan, atau jika tekanan suntikan setempat mereput disebabkan laluan aliran yang panjang, rantai molekul kekurangan tenaga haba dan daya pembungkusan yang diperlukan untuk menyeberangi antara muka dan interdiffuse. Tambahan pula, laluan aliran perpecahan secara semula jadi memaksa tetulang anisotropik, seperti gentian kaca pendek, untuk berputar selari dengan sempadan pertemuan, menghapuskan sepenuhnya sebarang penjembatan mekanikal merentasi persimpangan.
Daripada menangani fenomena fizikal ini melalui pengubahsuaian percubaan-dan-ralat yang mahal selepas keluli alat telah dipotong, alat CAE elemen terhingga termaju (seperti Autodesk Moldflow, Moldex3D atau Sigmasoft 3D) harus digunakan semasa fasa reka bentuk produk. Jurutera mesti melihat melangkaui plot visual binari yang mudah dan menilai kriteria analisis kuantitatif. Output simulasi utama termasuk menjejak titik genangan vektor halaju, mengenal pasti penurunan suhu setempat di persimpangan dan mengekstrak Indeks Intensiti Talian Kimpalan berangka (VHI). Kaedah yang sangat boleh dipercayai untuk menilai integriti struktur melibatkan pemetaan tensor orientasi gentian unjuran terus daripada simulasi suntikan ke dalam pakej FEA struktur hiliran, membolehkan pereka bentuk mensimulasikan kepekatan tegasan setempat di bawah beban mekanikal dunia sebenar. Untuk memastikan ramalan yang tepat, model simulasi mesti menggunakan jejaring 3D yang sangat halus yang terdiri daripada sekurang-kurangnya 10 hingga 12 lapisan merentas bahagian dinding nipis, digabungkan dengan data pencirian bahan yang disahkan dan parameter tindak balas mesin yang tepat.
Untuk menukar diagnostik CAE maya ini kepada penyelesaian lantai kedai yang praktikal, pasukan kejuruteraan harus mengikut pepohon keputusan diagnostik yang standard. Apabila simulasi menunjukkan risiko garis rajutan yang tidak boleh diterima, jurutera mesti menilai dan mengasingkan pembolehubah secara sistematik daripada melaraskan parameter secara rawak. Mula-mula, semak sama ada simpang boleh dialihkan ke kawasan tidak kritikal dengan mengalihkan lokasi pintu masuk. Jika kekangan geometri menjadikan pemindahan pintu mustahil, langkah seterusnya adalah untuk menilai pengurusan haba setempat, menilai sama ada pelarasan suhu acuan berubah boleh meningkatkan ikatan molekul. Akhir sekali, jika pelarasan haba tidak mencukupi, ketebalan dinding mekanikal mesti diubah untuk menurunkan rintangan aliran tempatan dan meningkatkan tekanan pembungkusan. Kaedah berstruktur ini memastikan pengubahsuaian kepada perkakas dan proses adalah berdasarkan prinsip kejuruteraan yang kukuh, mengurangkan kitaran pembangunan dengan ketara dan menghalang pesanan perubahan kejuruteraan (ECO) yang mahal pada lewat kitaran pelancaran.
Reka Bentuk Acuan dan Strategi Lokasi Gerbang: Mengawal Laluan Aliran dan Reka Letak Terma
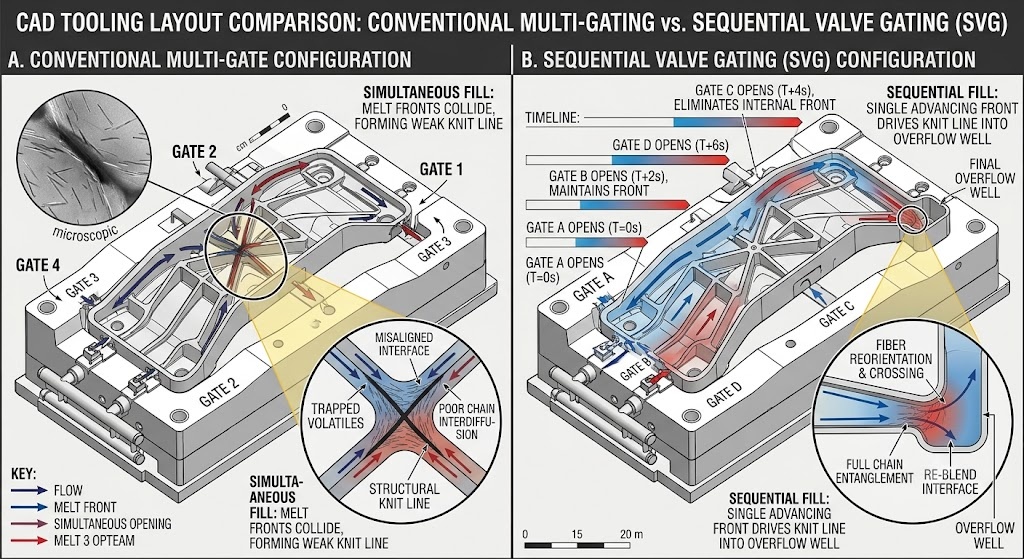
Kaedah utama untuk menghapuskan atau menempatkan semula garisan rajutan ialah penempatan strategik sistem gating alat. Pemilihan geometri get—sama ada menggunakan get injap langsung yang tepat, get tepi atau get kipas—menentukan corak isian awal dan secara langsung mengawal cara bahagian hadapan aliran berpecah dan bergabung semula di sekeliling pin teras atau potongan dalaman. Apabila mereka bentuk bahagian yang kompleks, jurutera mesti menetapkan peraturan yang tepat mengenai jarak aliran dan nisbah ketebalan aliran-panjang-ke-dinding-maksimum yang dibenarkan. Sebagai contoh, dalam elektronik pengguna berdinding nipis, strategi gating injap berurutan (SVG) sering digunakan. Dengan menggunakan pin hidraulik atau pneumatik yang dikawal secara elektronik untuk membuka pintu injap dalam urutan yang tepat dan bermasa, jurutera boleh menghapuskan sepenuhnya pembentukan garisan rajutan dalaman dengan memaksa satu hadapan cair berterusan untuk menyapu seluruh rongga, mengalihkan garisan kimpalan ke kawasan kilat persisian atau tepi bukan struktur.
Di luar penempatan pintu, mengurus prestasi terma dalam keluli acuan adalah penting untuk mengoptimumkan kualiti garis rajutan. Talian penyejukan gerudi lurus tradisional sering meninggalkan bahagian teras dalam dan sudut kompleks terpencil daripada penyejukan haba yang berkesan, mengakibatkan titik panas setempat atau kecerunan terma teruk yang melemahkan antara muka garisan bersatu. Menggantikan talian konvensional dengan saluran penyejukan konformal termaju—dihasilkan melalui pensinteran laser logam langsung (DMLS)—membolehkan garisan penyejukan mengikut kontur tepat rongga bahagian. Ini memastikan pelesapan haba yang sangat seragam dan membolehkan pengacuan kitaran haba pantas setempat (RHCM) yang tepat. Dengan menggunakan wap atau air bertekanan suhu tinggi untuk memanaskan kawasan garisan rajutan tempatan dengan pantas semasa pengisian, dan kemudian beralih kepada air sejuk untuk pemejalan pantas, pengeluar boleh mengekalkan suhu permukaan rongga di atas peralihan kaca resin atau takat lebur kristal semasa pembentukan garisan rajutan. Ini menghapuskan sepenuhnya takuk permukaan dan memaksimumkan keterikatan rantai polimer.
| Strategi Perkakas | Premium Kos Perkakas Biasa | Kesan Masa Kitaran | Peningkatan Kekuatan Garisan Knit | Kesesuaian Aplikasi Terbaik |
| Penyejukan Bermesin Konvensional | Garis dasar (0 dolar) | Garis dasar (25 hingga 45 saat) | Minimum (0 hingga 10 peratus peningkatan) | Kerumitan rendah, blok struktur berdinding tebal. |
| Sisipan Penyejukan Konformal (DMLS) | 15 peratus hingga 30 peratus | pengurangan 15 peratus hingga 30 peratus | 15 peratus hingga 30 peratus meningkat | Kemasan automotif kompleks, bahagian perubatan berbilang rongga. |
| Gating Injap Berjujukan (SVG) | 25 peratus hingga 40 peratus | Berkecuali | Memindahkan kecacatan sepenuhnya | Panel badan besar, panel instrumental, penutup panjang. |
| Pengacuan Kitaran Haba Pantas (RHCM) | 40 peratus hingga 60 peratus | 10 peratus hingga 25 peratus meningkat | 40 peratus hingga 70 peratus meningkat | Paparan pengguna berkilat tinggi, perumahan optik perubatan. |
Sebelum melaksanakan pengubahsuaian perkakas lanjutan ini, pasukan kejuruteraan mesti menjalankan pulangan pelaburan (ROI) dan penilaian risiko awal yang rapi. Walaupun menambahkan sisipan konformal DMLS atau manifold SVG boleh meningkatkan perbelanjaan modal alat permulaan sebanyak puluhan ribu dolar, kos ini mesti diimbangi dengan teliti terhadap metrik operasi jangka panjang. Untuk pengeluaran automotif volum tinggi yang menjangkau beberapa tahun, pengurangan 20 peratus dalam masa kitaran digabungkan dengan pengurangan ketara dalam kadar sekerap dengan mudah mewajarkan premium perkakasan pendahuluan. Sebaliknya, untuk komponen perubatan volum rendah, mengubah suai ketebalan dinding bahagian atau menggabungkan telaga limpahan setempat—yang mengumpul slug sejuk di hujung hadapan aliran dan boleh dimesin dengan bersih selepas pengacuan—mempersembahkan alternatif yang lebih menjimatkan kos yang mencapai spesifikasi mekanikal yang diperlukan tanpa melebihi belanjawan modal projek.
Pemprosesan, Bahan dan Tukar Ganti Pengeluaran: Mengoptimumkan Matriks Parameter
Apabila pengubahsuaian alatan dikekang oleh belanjawan atau garis masa, jurutera mesti bergantung pada pengoptimuman proses yang sistematik dan pemilihan bahan yang teliti untuk mengurus prestasi garis rajutan. Struktur molekul polimer mentah menentukan kelakuan reologinya semasa penumpuan hadapan cair. Resin komoditi yang tidak terisi seperti polipropilena (PP) atau amorfus akrilonitril butadiena stirena (ABS) mengalir dengan mudah dan mudah terikat pada tenaga relatif yang lebih rendah. Walau bagaimanapun, plastik kejuruteraan suhu tinggi seperti polikarbonat (PC), poliamida 6/66 (PA6/PA66) dan polifenilena oksida (PPO)—terutamanya apabila diisi dengan gentian kaca 30 peratus hingga 50 peratus atau pengubah suai mineral—menunjukkan cabaran reologi yang teruk. Untuk sebatian lanjutan ini, pelarasan parameter mesti mengikut matriks pemprosesan "konservatif-ke-agresif" yang sangat berstruktur untuk mengelakkan degradasi bahan atau lanjutan masa kitaran.
Untuk menyelesaikan kecacatan talian bersatu secara sistematik di tingkat pengeluaran, juruteknik harus merujuk kepada garis panduan parameter bahan dan pemprosesan yang komprehensif. Pelarasan hendaklah sentiasa dilaksanakan secara berurutan, membolehkan proses menjadi stabil untuk beberapa kitaran selepas setiap pengubahsuaian untuk mengukur dengan tepat kesan ke atas kualiti bahagian dan prestasi struktur:
| Jenis Matriks Resin | Julat Lebur yang Disyorkan (deg C) | Julat Acuan Disyorkan (deg C) | Langkah Penalaan Kelajuan Suntikan Utama | Jangkaan Pengekalan Kekuatan Garis Berkait (%) |
| Polipropilena (PP) Tidak Terisi | 200 - 240 | 30 - 60 | Sederhana Progresif ( 10% kenaikan) | 85% - 95% |
| ABS (Gred Estetik) | 220 - 260 | 50 - 80 | Profil Halaju Tinggi (Cepat melalui zon bersatu) | 80% - 90% |
| Polikarbonat (PC) | 280 - 320 | 80 - 110 | Halaju Malar Tinggi dengan Pek Tinggi | 70% - 85% |
| PA66-GF30 (30% Diisi Kaca) | 270 - 300 | 80 - 120 | Halaju Ultra Tinggi (Pemanasan ricih maksimum) | 35% - 55% |
| PPO (Diubah suai / Struktur) | 260 - 310 | 70 - 100 | Halaju Tinggi diikuti oleh Anjakan Pek Segera | 50% - 70% |
Jika parameter pemprosesan yang dioptimumkan tidak dapat menghapuskan sepenuhnya garis rajutan yang boleh dilihat pada komponen yang sangat estetik, operasi kemasan sekunder mungkin diperlukan. Pilihan pemulihan selepas acuan—termasuk pengamplasan mekanikal, penyebuan dan pengecatan automatik, penggilap wap kimia atau gabungan ultrasonik setempat—boleh menutup cela permukaan dengan berkesan, tetapi ia memperkenalkan pertukaran pengeluaran yang ketara. Walaupun salutan poliuretana sekunder atau pencucian pelarut kimia boleh memulihkan kemasan permukaan berkilat tinggi yang sempurna kepada perumahan pengguna amorf, operasi ini meningkatkan jumlah kos bahagian bahagian, memerlukan tenaga kerja tambahan dan menaikkan kadar sekerap akibat kecacatan pengendalian. Tambahan pula, kemasan permukaan tidak membetulkan kelemahan struktur asas. Jika gentian kaca kekal tidak sejajar di bawah permukaan yang dicat, bahagian tersebut akan gagal di bawah tekanan mekanikal. Pengurus operasi mesti menimbang dengan teliti kos penamat ini berbanding pelaburan modal jangka panjang bagi peningkatan perkakasan lanjutan, memilih pilihan yang paling mengimbangi kualiti, kos dan kebolehpercayaan komponen.
Percepatkan Prestasi Alatan dan Pemprosesan Anda
Menghapuskan kegagalan garis bersatu memerlukan penjajaran kejuruteraan ramalan awal dengan kawalan kualiti yang berdisiplin. Muat turun komprehensif kami, sedia di tingkat kedai Senarai Semak Penyelesaian Masalah Talian Knit dan Kalibrasi Simulasi (PDF) , yang mengandungi templat pelarasan mesin pengacuan langkah demi langkah, parameter meshing VHI sasaran dan borang pengesahan ASTM/ISO.
Perlukan sokongan kejuruteraan segera untuk program aktif? Hubungi pasukan teknikal kami hari ini untuk menjadualkan lanjutan Semakan Simulasi CAE dan Audit Reka Letak Acuan . Pakar pembuatan Amerika Utara kami menyediakan pemulihan diagnostik terperinci dalam masa 3 hingga 5 hari perniagaan.

