
pengenalan
Dalam pengacuan suntikan plastik, kemasan permukaan bahagian adalah jauh lebih daripada pilihan kosmetik. Ia secara langsung mempengaruhi perasaan produk di tangan pengguna, cara cahaya memantulkan konturnya, dan lebih kritikal, betapa bersihnya bahagian itu keluar dari rongga acuan semasa pengeluaran. Memilih kemasan yang salah boleh menyebabkan calar mikro, kesan sink kosmetik atau bahagian tersangkut dalam alat, secara drastik menaikkan kadar sekerap.
Untuk menyeragamkan kemasan ini merentas rantaian bekalan, Persatuan Industri Plastik (kini dikenali hanya sebagai PLASTIK) menubuhkan sistem pengelasan kemasan permukaan SPI. Walaupun persatuan itu telah mengemas kini namanya, pembuat alat global dan jurutera pembuatan masih secara universal merujuk kepada ini sebagai "Standard SPI."
Memahami nuansa piawaian ini-dan cara polimer yang berbeza berinteraksi dengannya-adalah kunci untuk mengimbangi niat estetik dengan realiti pembuatan.

4 Klasifikasi Penamat SPI Utama
Piawaian SPI mengkategorikan kemasan kepada empat gred huruf yang berbeza (A, B, C, dan D), ditentukan oleh media dan kaedah yang digunakan untuk menggilap keluli acuan. Dalam setiap gred, nombor 1 hingga 3 menetapkan tahap pemprosesan dan purata kekasaran permukaan (Ra) yang terhasil.
Kelas A: Kemasan Berkilat/Berkilat (Pengilat Berlian)
Kemasan Kelas A mewakili kemuncak kejelasan optik dan estetika berkilat tinggi. Kemasan ini dicapai dengan menggilap rongga acuan secara bersungguh-sungguh menggunakan gred pes penimbal serbuk berlian yang semakin halus.
- SPI A-1: Standard tertinggi, menggunakan pes penimbal berlian Gred 3 untuk mencapai kekasaran permukaan ultra-licin kira-kira 0.012 hingga 0.025 mikrometer Ra. Ia menghasilkan kemasan seperti cermin, sangat reflektif.
- SPI A-2: Menggunakan pes berlian Gred 6, menghasilkan nilai Ra yang lebih tinggi sedikit (0.025 hingga 0.05 mikrometer) tetapi mengekalkan kilauan premium.
- SPI A-3: Digilap dengan pes berlian Gred 15, menawarkan penampilan yang tajam dan berkilat tetapi membenarkan profil kekasaran yang lebih memaafkan (0.05 hingga 0.10 mikrometer Ra).
Wawasan Pembuatan:
Mencapai kemasan Kelas A sebenar memerlukan keluli acuan kekerasan tinggi yang berkualiti tinggi seperti NAK80 atau S136. Keluli alat standard mengandungi kekotoran mikro atau keliangan; apabila digilap ke tahap A-1, kekotoran ini "terkoyak", meninggalkan lubang mikroskopik yang merosakkan penamat.
Tambahan pula, permukaan Kelas A bertindak sebagai kaca pembesar untuk kecacatan bahagian dalaman—sebarang pengecutan volumetrik sedikit (tanda sinki) di belakang rusuk atau bos akan kelihatan serta-merta di bawah pantulan cahaya.
- Aplikasi biasa: Kanta optik, paip cahaya lutsinar, pelindung muka, cermin dan perumah elektronik pengguna mewah yang memerlukan rupa piano-hitam atau sejernih kristal yang premium.
Kelas B: Kemasan Separuh Berkilat (Kertas Pasir)
Kemasan Kelas B direka untuk bahagian yang memerlukan penampilan yang kemas dan profesional tanpa kos yang melampau atau kerapuhan kemasan cermin. Permukaan ini dicapai menggunakan kertas pasir pasir halus yang digunakan dalam gerakan linear, bertindih.
- SPI B-1: Disiapkan dengan kertas 600 grit, menghasilkan permukaan separa berkilat yang sangat bersih dengan kekasaran biasa 0.05 hingga 0.10 mikrometer Ra.
- SPI B-2: Digilap dengan kertas 400 grit, menawarkan rupa separuh berkilat sederhana (0.10 hingga 0.15 mikrometer Ra).
- SPI B-3: Digilap dengan kertas 320 grit, menghasilkan kilauan satin lembut dengan calar mikro yang boleh dilihat dan seragam (0.28 hingga 0.35 mikrometer Ra).
Wawasan Pembuatan:
Oleh kerana penggilap kertas pasir memperkenalkan corak calar linear berarah pada acuan, pembuat alatan mesti menyelaraskan lejang penggilap dengan arah bukaan acuan (laluan lenting). Jika garis kersik berjalan berserenjang dengan arah tarikan, plastik yang dibentuk akan mencengkam alur mikro, yang membawa kepada kesan calar dan kesukaran lonjakan yang teruk semasa pengeluaran dijalankan.
- Aplikasi biasa: Perumahan perkakas pengguna, panel pemangkas dalaman automotif, penutup elektronik pegang tangan dan peralatan pejabat komersial.

Kelas C: Kemasan Matte (Pengilat Batu)
Kemasan Kelas C dicirikan oleh penampilan matte yang lembut, kusam, tidak reflektif. Pembuat alatan mencapai tekstur ini dengan menggunakan batu minyak pemprofil (batu grit) untuk melicinkan keluli acuan secara agresif.
- SPI C-1: Dicapai dengan menggunakan batu penggilap 600 grit halus, menghasilkan kemasan matte yang licin (0.35 hingga 0.40 mikrometer Ra).
- SPI C-2: Dilengkapi dengan batu 400 grit, menghasilkan tekstur matte yang berbeza (0.45 hingga 0.55 mikrometer Ra).
- SPI C-3: Dilengkapi dengan batu 320 grit yang lebih kasar, membuang semua tanda perkakas untuk meninggalkan rupa matte yang lebih kasar dan rata (0.63 hingga 0.85 mikrometer Ra).
Wawasan Pembuatan:
Dalam aplikasi industri, Kelas C jarang dipilih semata-mata untuk "menghias" bahagian. Sebaliknya, ia adalah penamat "kecekapan kos" industri. Tujuan utama pengilat batu adalah untuk memadamkan tanda pemesinan kasar (kerang dan alur) dengan cepat dan ekonomik yang ditinggalkan oleh pemotong pengilangan CNC atau elektrod EDM. Ia adalah kemasan lalai untuk bahagian yang tidak akan dilihat oleh pengguna akhir.
- Aplikasi biasa: Rusuk struktur dalaman, kurungan elektronik, komponen struktur automotif, tangki bahan api dan perkakasan industri yang tersembunyi.
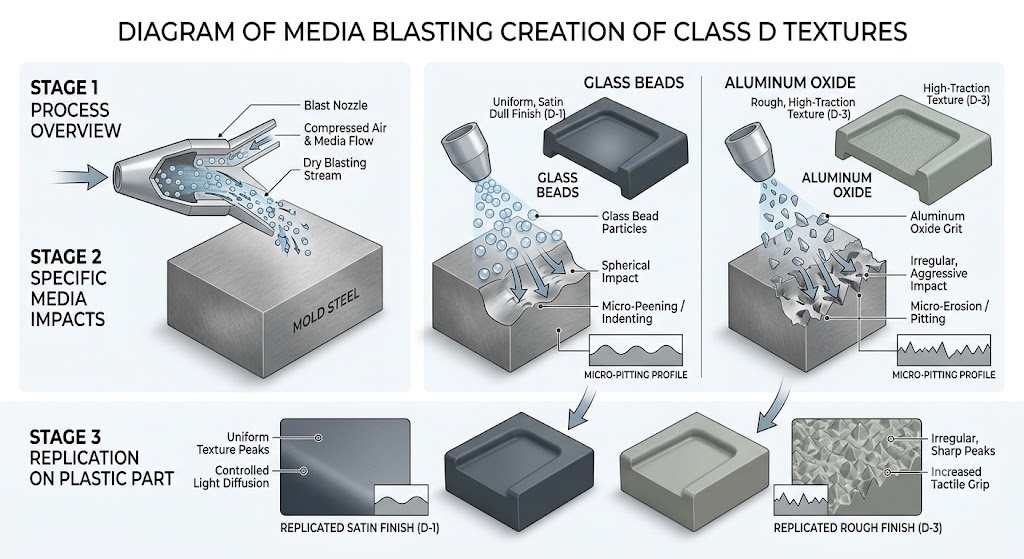
Kelas D: Kemasan Bertekstur (Letupan/Letupan Pasir)
Kemasan Kelas D memberikan rasa yang kasar, bertekstur berat atau satin. Ini adalah proses penteksunan "merosakkan" di mana rongga acuan tertakluk kepada letupan media kering di bawah tekanan tinggi.
- SPI D-1: Dicipta dengan meletupkan keluli acuan dengan manik kaca halus, menghasilkan kemasan kusam seperti satin (0.80 hingga 1.10 mikrometer Ra) yang seragam.
- SPI D-2: Diletupkan dengan media letupan gred sederhana atau pasir, menghasilkan tekstur yang lebih kasar dan tidak licin (1.10 hingga 1.60 mikrometer Ra).
- SPI D-3: Diletupkan dengan aluminium oksida kasar atau butiran pasir berat, menghasilkan kemasan yang sangat sentuhan, kasar, rata sepenuhnya (2.30 hingga 3.20 mikrometer Ra).
Wawasan Pembuatan:
Kemasan Kelas D adalah luar biasa untuk menyembunyikan kecacatan permukaan seperti garisan kimpalan atau tanda sinki kecil. Walau bagaimanapun, jurutera mesti merancang untuk "degradasi tekstur." Dalam tempoh pengeluaran yang panjang (cth., ratusan ribu kitaran), plastik kejuruteraan yang melelas seperti nilon berisi kaca akan perlahan-lahan menghakis dan "menggilap" puncak tajam rongga acuan yang diletupkan. Akibatnya, tekstur D-1 secara beransur-ansur boleh berubah menjadi tekstur separa matte dari semasa ke semasa, memerlukan acuan ditarik daripada pengeluaran dan diletupkan semula untuk memulihkan spesifikasi asal.
- Aplikasi biasa: Pemegang alat tugas berat, roda stereng plastik, cengkerang bagasi bertekstur, genggaman elektronik pengguna dan penutup industri yang direka untuk menutup cap jari dan calar.
Carta Perbandingan Penamat Permukaan SPI
| Gred SPI | Kaedah Kemasan / Sederhana | Purata Kekasaran Biasa (Ra - Mikrometer) | Purata Kekasaran Biasa (Ra - Microinci) | Penampilan Visual & Tahap Kilauan | Pengganda Kos Perkakas Relatif |
|---|---|---|---|---|---|
| A-1 | Buff Berlian Darjah 3 | 0.012 hingga 0.025 | 0.5 hingga 1.0 | Pengilat Cermin Tinggi, Sangat Reflektif | 2.5x hingga 3.0x |
| A-2 | Buff Berlian Darjah 6 | 0.025 hingga 0.05 | 1.0 hingga 2.0 | Penggilap Cermin, Reflektif yang Baik | 2.0x hingga 2.5x |
| A-3 | Gred 15 Diamond Buff | 0.05 hingga 0.10 | 2.0 hingga 4.0 | Glos Tinggi, Refleksi Lembut | 1.5x hingga 2.0x |
| B-1 | Kertas Grit 600 | 0.05 hingga 0.10 | 2.0 hingga 4.0 | Separuh Berkilat, Kilauan Linear Halus | 1.3x |
| B-2 | Kertas 400 Grit | 0.10 hingga 0.15 | 4.0 hingga 6.0 | Separa Berkilat Sederhana | 1.2x |
| B-3 | Kertas Grit 320 | 0.28 hingga 0.35 | 11.0 hingga 14.0 | Satin Lembut, Kilauan Lembut | 1.1x |
| C-1 | 600 Batu Pasir | 0.35 hingga 0.40 | 14.0 hingga 16.0 | Matte Halus, Tidak Reflektif | 1.0x (Garis Dasar) |
| C-2 | 400 Batu Pasir | 0.45 hingga 0.55 | 18.0 hingga 22.0 | Matte Sederhana, Kemasan Rata | 0.9x |
| C-3 | 320 Batu Pasir | 0.63 hingga 0.85 | 25.0 hingga 34.0 | Matte Kasar, Memadam Tanda Alat | 0.8x |
| D-1 | Letupan Manik Kaca Kering | 0.80 hingga 1.10 | 32.0 hingga 44.0 | Satin Kusam, Tekstur Mutiara Halus | 1.2x |
| D-2 | Letupan Pasir Halus | 1.10 hingga 1.60 | 44.0 hingga 64.0 | Bertekstur Kusam, Leper Sepenuhnya | 1.3x |
| D-3 | Pasir Kasar / Letupan Oksida | 2.30 hingga 3.20 | 90.0 hingga 130.0 | Tekstur Cengkaman Sentuhan Sangat Kasar | 1.4x |
Faktor Utama Semasa Memilih Kemasan Permukaan SPI
Memilih kemasan permukaan memerlukan pengiraan pengiraan antara sifat bahan, geometri dan belanjawan. Berikut ialah faktor teras yang harus membimbing Keputusan untuk Pengilangan (DFM) anda.
Pemilihan Bahan: Kristal lwn Polimer Amorfus
Struktur molekul resin plastik anda secara langsung menentukan sejauh mana ia mereplikasi kemasan acuan.
- Polimer Amorfus (cth., Polikarbonat, ABS, Akrilik/PMMA) mempunyai susun atur molekul rawak yang mengalir dengan sempurna terhadap keluli yang digilap. Mereka cemerlang dalam mengambil kemasan berlian Kelas A untuk ketelusan mutlak atau berkilat tinggi.
- Polimer Kristal (cth., Nylon/PA, Polipropilena, Polietilena) mengalami penghabluran berstruktur semasa ia sejuk, menyebabkan pengecutan yang lebih tinggi. Tambahan pula, jika anda menambah gentian kaca (GF) pada bahan ini untuk kekuatan, gentian tersebut cenderung terapung ke permukaan. Menentukan kemasan Kelas A pada Nilon Berisi Kaca 30% adalah pembaziran modal—permukaan secara semula jadi akan kelihatan bergaris-garis dan berbintik-bintik. Bahan ini berprestasi lebih baik pada kemasan Kelas C atau Kelas D.
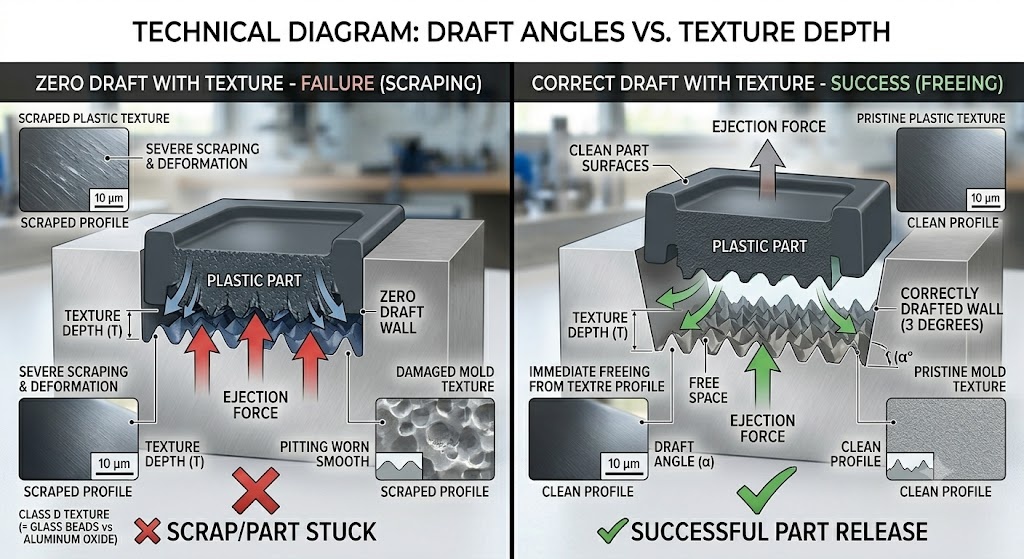
Deraf Sudut Penalti
Tekstur permukaan mencipta puncak dan lembah mikroskopik. Apabila acuan dibuka, bahagian plastik mesti ditarik dengan bersih. Jika dinding menegak bahagian tidak mempunyai draf yang mencukupi (tirus), keluli bertekstur akan mengikis, mengoyak, atau menanda plastik penyejuk secara fizikal semasa lontar.
- Peraturan Emas Industri: Untuk kemasan licin standard (Kelas A dan B), sudut draf minimum 0.5 hingga 1.0 darjah setiap sisi boleh diterima.
- Peraturan Ibu Jari Bertekstur: Untuk kemasan letupan pasir Kelas D, anda mesti menambah lebih kurang 1 darjah sudut draf tambahan untuk setiap 0.025 mm (bersamaan dengan 1 mil atau 0.001 inci) kedalaman tekstur. Gagal mengambil kira perkara ini akan mengakibatkan tanda seretan yang teruk dan ubah bentuk bahagian.
Kos Alatan & Masa Utama
Seperti yang ditunjukkan dalam carta perbandingan, kemasan Kelas A meningkatkan kos pembuatan acuan dengan ketara. Menggilap alat dengan tangan kepada kemasan A-1 boleh menambah hari atau bahkan minggu kepada masa utama perkakas kerana ia mesti dilakukan langkah demi langkah (cth., anda tidak boleh melompat dari batu 320 grit terus ke tampal berlian tanpa merosakkan matriks keluli). Kemasan batu Kelas C adalah yang paling cepat dan paling murah untuk dihasilkan.
Kefungsian Bahagian
Pertimbangkan persekitaran penggunaan akhir. Kemasan Kelas A berkilat tinggi adalah magnet calar yang terkenal dan menunjukkan cap jari berminyak serta-merta. Jika produk dimaksudkan untuk dikendalikan setiap hari (seperti pengawal atau cengkaman elektronik), tekstur satin Kelas D memberikan geseran sentuhan sambil berjaya menyembunyikan haus dan lusuh sepanjang jangka hayat produk.
Cara Menentukan Kemasan SPI pada Lukisan Kejuruteraan
Komunikasi yang jelas menghalang kerja semula alatan yang mahal. Semasa menyediakan pelan tindakan pengeluaran atau lukisan kejuruteraan 2D anda, gunakan amalan terbaik industri ini:
- Elakkan Petak Bual Umum: Jangan sekali-kali menulis "Polish Outer Surfaces" dalam nota lukisan. Ini menyerahkan definisi sepenuhnya kepada tafsiran. Sebaliknya, gunakan serlahan ciri eksplisit seperti:
KEMASAN PERMUKAAN MENJADI SPI A-2 PADA WAJAH KOSMETIK YANG KELIHATAN. - Gunakan Spline Sempadan Tekstur: Jika satu bahagian acuan mempunyai pelbagai kemasan (cth., jalur aksen berkilat Kelas A pada perumahan bertekstur Kelas D), lukis garis sempadan yang bersih dan putus-putus pada cetakan 2D anda untuk menunjukkan zon peralihan yang tepat.
- Piawaian Global Rujukan Silang: Jika anda berurusan dengan rantaian bekalan global, rakan kongsi pembuatan anda mungkin lebih terbiasa dengan VDI 3400 Eropah (yang berdasarkan skala hakisan percikan) atau katalog tekstur proprietari seperti Mold-Tech. Perhatikan nilai yang setara jika berkenaan (cth., SPI C-1 secara kasar sejajar dengan VDI 18 hingga 21).
- Minta Plak Tekstur Fizikal: Sebelum membenarkan pembuat alat untuk mentekstur rongga acuan berbilang ribu dolar, minta cip sampel fizikal yang dibentuk dalam tepat bahan damar yang dipilih. Tekstur kelihatan jauh berbeza pada Polipropilena semula jadi berbanding Polikarbonat hitam.
Kesimpulan
Menguasai piawaian kemasan permukaan SPI merapatkan jurang antara konsep reka bentuk perindustrian dan prestasi pembuatan dunia sebenar. Dengan memahami bahawa kemasan Kelas A memerlukan keluli alat premium dan reka bentuk bahagian yang sempurna, atau bahawa tekstur Kelas D memerlukan sudut draf yang besar, anda boleh mengelakkan kesesakan pembuatan, menurunkan kadar penolakan bahagian anda dan mengawal belanjawan perkakas anda.
Sentiasa berunding dengan rakan pengacuan suntikan anda semasa peringkat awal DFM untuk menyelaraskan pilihan bahan, draf geometri dan standard SPI yang dikehendaki sebelum memotong keluli.

