
Pengenalan kepada Cabaran Overmolding dan Ikatan
Overmolding adalah proses pembuatan transfataumatif di mana satu bahan, biasanya elastomer termoplastik lembut (TPE) atau getah, dibentuk secara langsung ke atas atau sekitar bahan yang kedua (substrat). Teknik ini sangat serba boleh, membolehkan penciptaan komponen dengan pelbagai sifat bahan dalam satu bahagian. Fikirkan cengkaman yang selesa dan tidak slip pada alat, meterai kalis air pada peranti elektronik, atau reka bentuk pelbagai warna yang menyenangkan pada produk pengguna.
Manfaat overmolding adalah banyak: ergonomik yang dipertingkatkan, estetika yang lebih baik, bunyi bising dan getaran, penebat elektrik, dan pemasangan yang dipermudahkan dengan menghapuskan keperluan pelekat atau pengikat. Walau bagaimanapun, kejayaan overmolding engsel pada satu faktatau kritikal: mencapai ikatan yang kuat dan tetap antara dua bahan yang berbeza.

Tanpa ikatan yang mantap, bahagian overmolded dapat mengalami masalah biasa dan mengecewakan seperti pemisahan bahan, mengelupas, menggelegak, atau penyahbahitan . Bayangkan pemegang sentuhan lembut melepaskan dari terasnya yang tegar, atau kdanang elektronik yang dimeteraikan yang gagal disebabkan oleh kelembapan. Kegagalan ini bukan sahaja berkompromi dengan fungsi dan ketahanan produk tetapi juga boleh membawa kepada tuntutan jaminan yang mahal, mengimbas kembali produk, dan kerosakan yang ketara terhadap reputasi jenama.
Memahami sains ikatan material dalam overmolding
Mencapai ikatan kekal dalam overmolding bukan sihir; Ia adalah sains yang berakar umbi bagaimana bahan berinteraksi pada tahap mikroskopik. Untuk benar -benar menguasai overmolding, kita perlu memahami prinsip asas melekat dan perpaduan , dan bagaimana ia memohon kepada antara muka antara substrat dan bahan overmold dana.
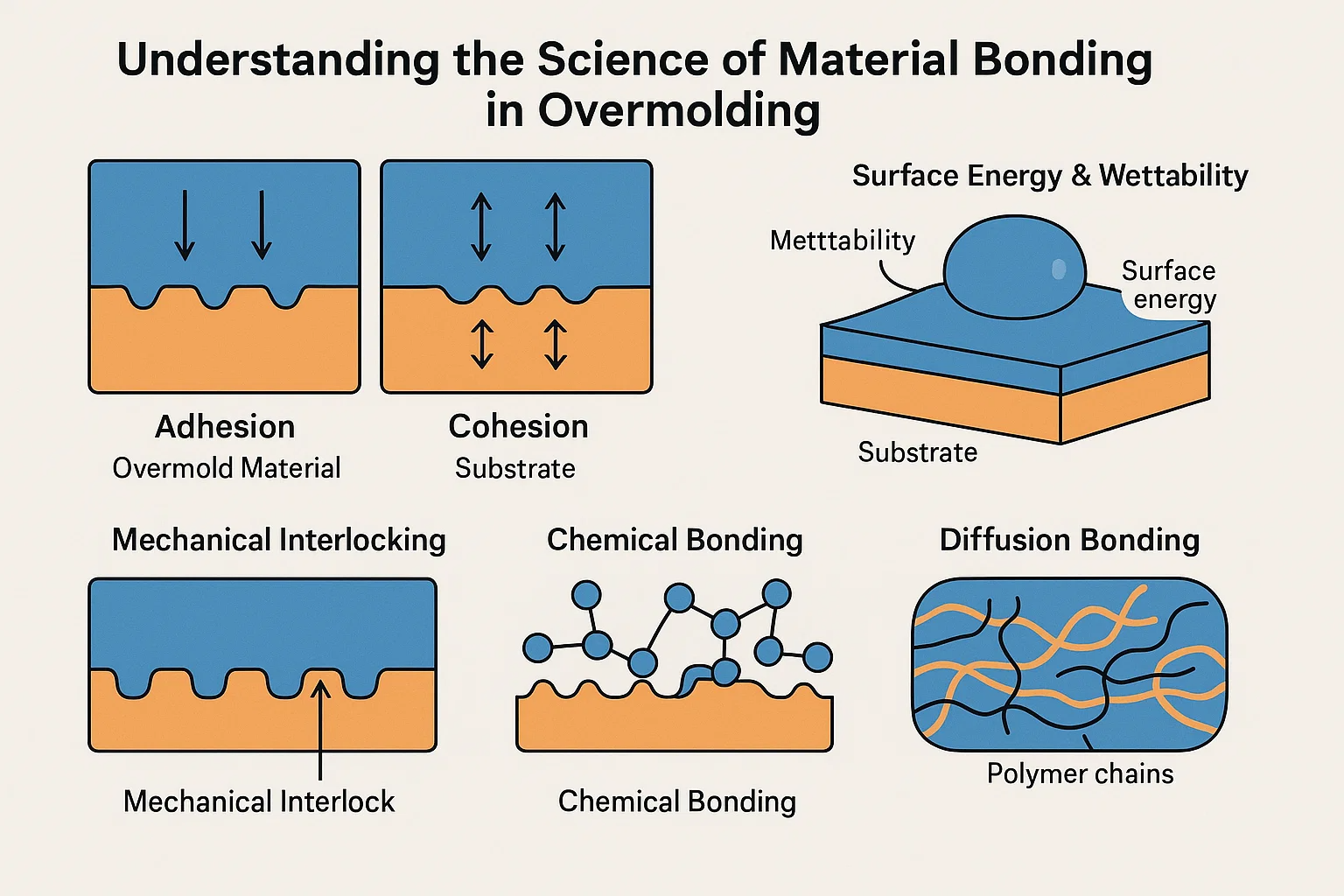
Melekat merujuk kepada kekuatan menarik antara dua berbeza permukaan. Fikirkan ia seperti pita melekit; Pita itu mematuhi dinding. Dalam overmolding, ini adalah ikatan antara substrat (bahan pertama) dan bahan overmold (bahan kedua). Lekatan yang kuat bermakna kedua -dua bahan tidak akan mudah ditarik di permukaan sentuhan mereka.
Perpaduan , sebaliknya, merujuk kepada kekuatan dalaman a bujang bahan. Jika pita melekit dana, itu kegagalan kohesif dalam pita itu sendiri, bukan kegagalan pelekat dari dinding. Dalam overmolding, kedua -dua bahan memerlukan kekuatan kohesif yang baik untuk mencegah merobek atau patah secara dalaman. Bon overmold yang kuat memerlukan kedua -dua lekatan yang sangat baik di antara muka dan perpaduan yang mencukupi dalam setiap bahan.
Pusat melekat adalah tenaga permukaan dan kebolehpercayaan :
-
Tenaga Permukaan: Setiap bahan mempunyai tenaga tertentu di permukaannya. Untuk ikatan yang berkesan, bahan overmold (dalam keadaan cairnya) umumnya perlu mempunyai tenaga permukaan yang lebih rendah daripada substrat yang mengalir. Ini membolehkan plastik cair menyebar dan "basah" permukaan substrat dengan teliti.
-
Kebolehpercayaan: Ini adalah keupayaan cecair (bahan overmold cair) untuk menyebarkan permukaan pepejal (substrat). Kebolehpercayaan yang baik memastikan plastik cair dapat menghubungi substrat, memaksimumkan potensi ikatan. Bayangkan air manik di atas kereta lilin berbdaning menyebar ke kaca bersih; Yang terakhir menunjukkan kebolehbankan yang lebih baik.
Apabila syarat -syarat ini dipenuhi, pelbagai mekanisme ikatan dimainkan untuk mewujudkan sambungan yang kuat dan kekal:
-
Interlocking mekanikal: Ini seperti teka -teki mikroskopik. Bahan overmold cair mengalir ke dalam penyelewengan kecil, liang -liang, atau ciri -ciri yang direka dengan sengaja (seperti bawah atau lubang) di permukaan substrat. Kerana ia menyejukkan dan menguatkan, ia secara fizikal menyambung dengan ciri -ciri ini, mewujudkan jangkar mekanikal yang menentang pemisahan. Ini selalunya mekanisme ikatan utama, terutamanya apabila keserasian kimia terhad.
-
Ikatan kimia: Ini adalah bentuk lekatan yang paling kuat, yang melibatkan pembentukan ikatan kimia utama (seperti ikatan kovalen atau ionik) atau pasukan sekunder (Seperti kuasa Van der Waals, ikatan hidrogen) antara molekul kedua -dua bahan di antara muka mereka. Ini biasanya berlaku apabila bahan mempunyai struktur kimia yang sama atau apabila kumpulan reaktif tertentu dapat berinteraksi. Sebagai contoh, gred tertentu TPE direkayasa untuk ikatan kimia dengan plastik kejuruteraan tertentu.
-
Ikatan penyebaran: Dalam beberapa kes, terutamanya dengan bahan -bahan yang sangat serupa dan diproses secara kimia pada suhu tinggi, rantai polimer dari bahan overmold sebenarnya boleh meresap dan meresap dengan rantai polimer substrat. Ini mewujudkan rangkaian interpenetrating yang benar, dengan berkesan mengaburkan garis antara kedua -dua bahan dan membentuk ikatan yang sangat kuat, hampir tidak dapat dipisahkan. Ini sering dilihat dalam pencetakan dua tembakan di mana kedua-dua bahan adalah plastik dengan sifat cair yang sama.
Faktor utama mempengaruhi kekuatan bon
Mencapai ikatan unggul dalam overmolding bukan sekadar memahami sains; Ini mengenai dengan teliti mengawal beberapa faktor praktikal sepanjang proses reka bentuk dan pembuatan. Mengabaikan mana -mana salah satu daripada ini dapat menjejaskan kekuatan bon akhir dengan ketara.
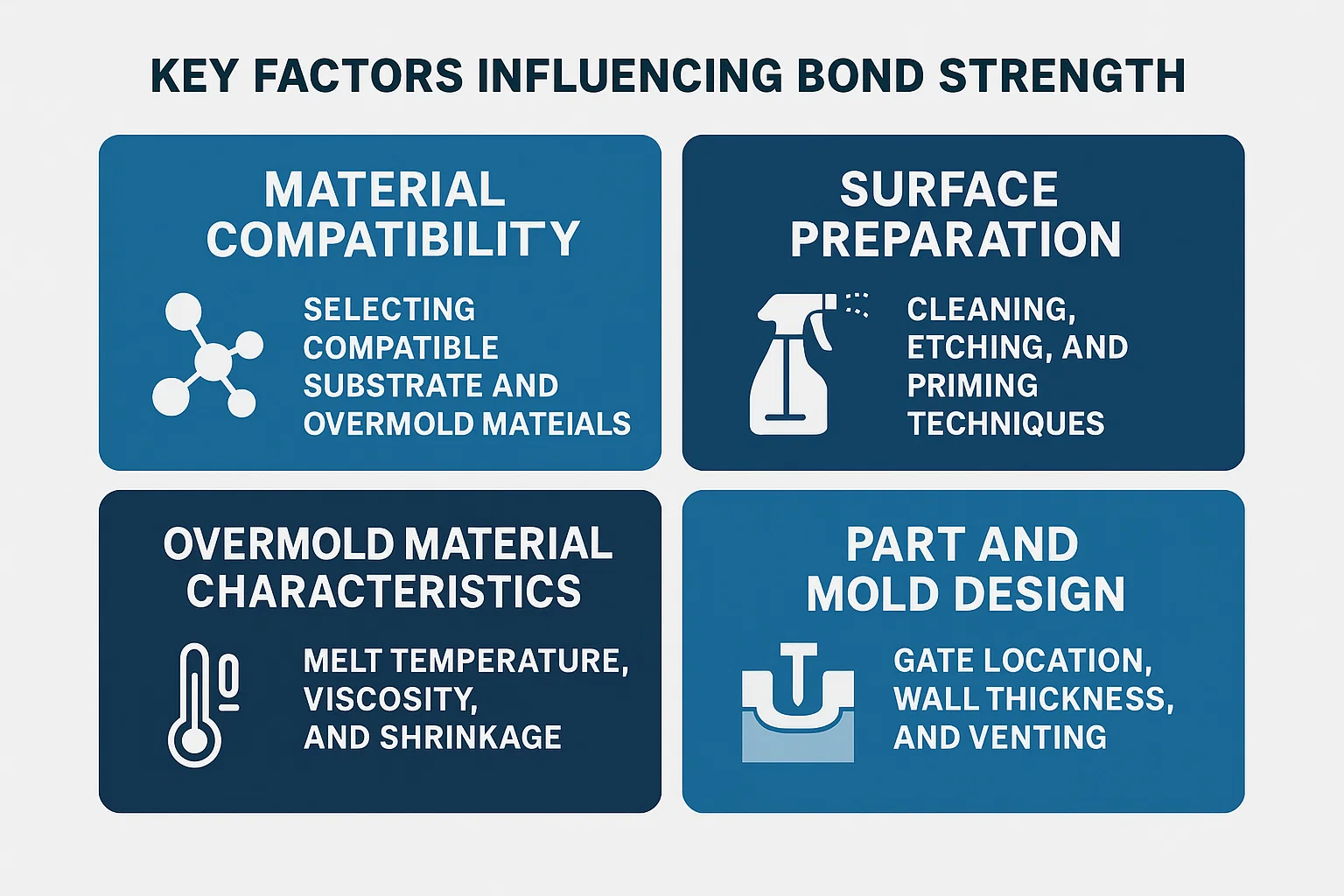
1. Keserasian Bahan: Memilih substrat yang serasi dan bahan overmold
Ini sering menjadi titik permulaan yang paling kritikal. Pilihan bahan menentukan potensi untuk ikatan kimia and penyebaran .
-
Affinity Kimia: Sesetengah pasangan bahan secara semulajadi "suka" satu sama lain. Sebagai contoh, tertentu TPE (elastomer termoplastik) dirumus secara khusus untuk mengikat dengan baik dengan plastik tegar biasa seperti PC (polikarbonat) , ABS (acrylonitrile butadiene styrene) , Campuran PC/ABS , dan juga Nylon . Sebaliknya, ikatan TPE kepada bahan seperti Pp (polipropilena) or PE (polietilena) boleh mencabar tanpa formulasi khas atau rawatan permukaan kerana tenaga permukaan yang rendah.
-
Kesamaan suhu mencairkan: Sebaik -baiknya, bahan overmold harus mempunyai suhu pemprosesan yang membolehkannya mengalir dan ikatan dengan berkesan tanpa mengubah atau merendahkan substrat. Sekiranya bahan overmold memerlukan suhu yang lebih tinggi daripada suhu pesongan haba substrat, ia boleh menyebabkan melengkung atau mencairkan tembakan pertama.
-
Kadar pengecutan: Bahan mengecil kerana mereka sejuk. Sekiranya bahan overmold dan substrat berbeza dengan ketara kadar pengecutan , tekanan dalaman boleh membina, yang membawa kepada penyingkiran atau retak dari masa ke masa, terutama di tepi atau sudut. Jurutera dengan berhati -hati memilih pasangan dengan tingkah laku pengecutan yang sama atau pelengkap.
2. Penyediaan Permukaan: Pembersihan, Etching, dan Teknik Priming
Walaupun dengan bahan yang serasi, permukaan substrat yang tercemar atau kurang disediakan dapat melemahkan ikatan.
-
Pembersihan: Permukaan substrat mesti teliti Bersihkan dan bebas daripada ejen pelepasan acuan, minyak, habuk, atau bahan pencemar lain . Ini bertindak sebagai halangan, menghalang hubungan intim dan ikatan. Bergantung pada substrat, kaedah pembersihan boleh berkisar dari basuh mudah ke pembersihan ultrasonik atau penyapu pelarut.
-
Etsa mekanikal/tekstur: Mewujudkan permukaan kasar mikroskopik pada substrat dapat meningkatkan dengan ketara interlocking mekanikal . Ini boleh dicapai melalui teknik seperti sandblasting, etsa laser, atau bahkan dengan merancang tekstur terus ke dalam acuan tembakan pertama. Kawasan permukaan yang meningkat juga menyediakan lebih banyak mata untuk interaksi kimia yang berpotensi.
-
Promotor Priming/Lekatan Kimia: Untuk kombinasi bahan yang mencabar, primer atau penganjur lekatan boleh digunakan untuk permukaan substrat. Bahan kimia ini bertindak sebagai jambatan, membentuk ikatan dengan kedua -dua substrat dan bahan overmold. Ini adalah perkara biasa dalam overmolding getah-plastik atau logam-ke-plastik.
-
Rawatan Plasma / Rawatan Corona: Rawatan permukaan maju ini menggunakan pelepasan elektrik untuk mengubah tenaga permukaan substrat, menjadikannya lebih mudah menerima ikatan. Mereka boleh meningkatkan kebolehbaburan dan mewujudkan tapak reaktif untuk ikatan kimia.
3. Ciri -ciri Bahan Overmold: suhu cair, kelikatan, dan pengecutan
Sifat -sifat bahan overmold itu sendiri memainkan peranan penting semasa proses suntikan.
-
Suhu cair: Suhu di mana bahan overmold diproses perlu dikawal dengan tepat. Ia mesti cukup panas untuk mencapai aliran dan pembasahan substrat yang betul tetapi tidak begitu panas sehingga ia merendahkan bahan atau substrat yang mendasari.
-
Kelikatan: The kelikatan (rintangan aliran) bahan overmold cair mempengaruhi keupayaannya untuk mengisi ciri -ciri acuan yang kompleks dan menghubungi permukaan substrat. Bahan yang terlalu likat mungkin tidak mengisi butir -butir yang baik untuk interlocking mekanikal, sementara yang terlalu cair boleh berkedip.
-
Pengecutan: Seperti yang disebutkan, pengecutan bahan yang lebih baik perlu diuruskan berhubung dengan substrat untuk mencegah tekanan dalaman dan kegagalan bon.
4. Reka Bentuk Bahagian dan Acuan: Lokasi Pintu, Ketebalan Dinding, dan Pembuangan
Reka bentuk pintar dari awal dapat menghalang banyak isu ikatan.
-
Lokasi Pintu: The pintu gerbang (di mana plastik cair memasuki acuan) harus diletakkan secara strategik untuk memastikan pengisian rongga overmold. Lokasi pintu masuk yang lemah boleh menyebabkan pengisian yang tidak lengkap, garisan kimpalan, atau kawasan yang tidak mencukupi, yang semuanya berkompromi kekuatan ikatan.
-
Ketebalan dinding: Mengekalkan Ketebalan dinding yang konsisten Dalam bahan overmold membantu memastikan penyejukan dan pengecutan seragam, meminimumkan tekanan dalaman. Perubahan mendadak dalam ketebalan dinding boleh menyebabkan penyejukan, melengkung, dan ikatan yang lemah.
-
Pembatalan: Apabila bahan cair mengisi acuan, udara dipindahkan. Sekiranya udara ini tidak dapat melarikan diri melalui yang betul pembatalan , ia boleh menjadi terperangkap, yang membawa kepada tembakan pendek, tanda terbakar, atau kawasan di mana bahan overmold tidak sepenuhnya menghubungi substrat, mewujudkan bintik -bintik yang lemah.
-
Potongan, alur, dan lubang: Seperti yang dibincangkan dalam interlocking mekanikal, menggabungkan ciri -ciri ini ke dalam reka bentuk substrat adalah penting untuk mewujudkan sauh fizikal untuk bahan overmold. Ciri -ciri ini mesti direka dengan sudut draf yang sesuai untuk membolehkan demolding mudah tanpa merosakkan bahagian overmolded.
Teknik untuk meningkatkan interlocking mekanikal
Walaupun keserasian kimia dan pemprosesan yang dioptimumkan adalah penting, interlocking mekanikal Berdiri sebagai kaedah yang kuat dan sering diperlukan untuk memastikan ikatan yang kuat dan fizikal dalam overmolding. Ia mewujudkan "cengkaman" literal antara kedua -dua bahan, mencegah pemisahan walaupun lekatan kimia terhad. Ini amat penting apabila bahan -bahan overmolding dengan pertalian kimia yang lemah, seperti mengikat TPE lembut ke plastik tenaga permukaan yang rendah seperti polipropilena (pp).
Berikut adalah teknik reka bentuk utama untuk memaksimumkan interlocking mekanikal:
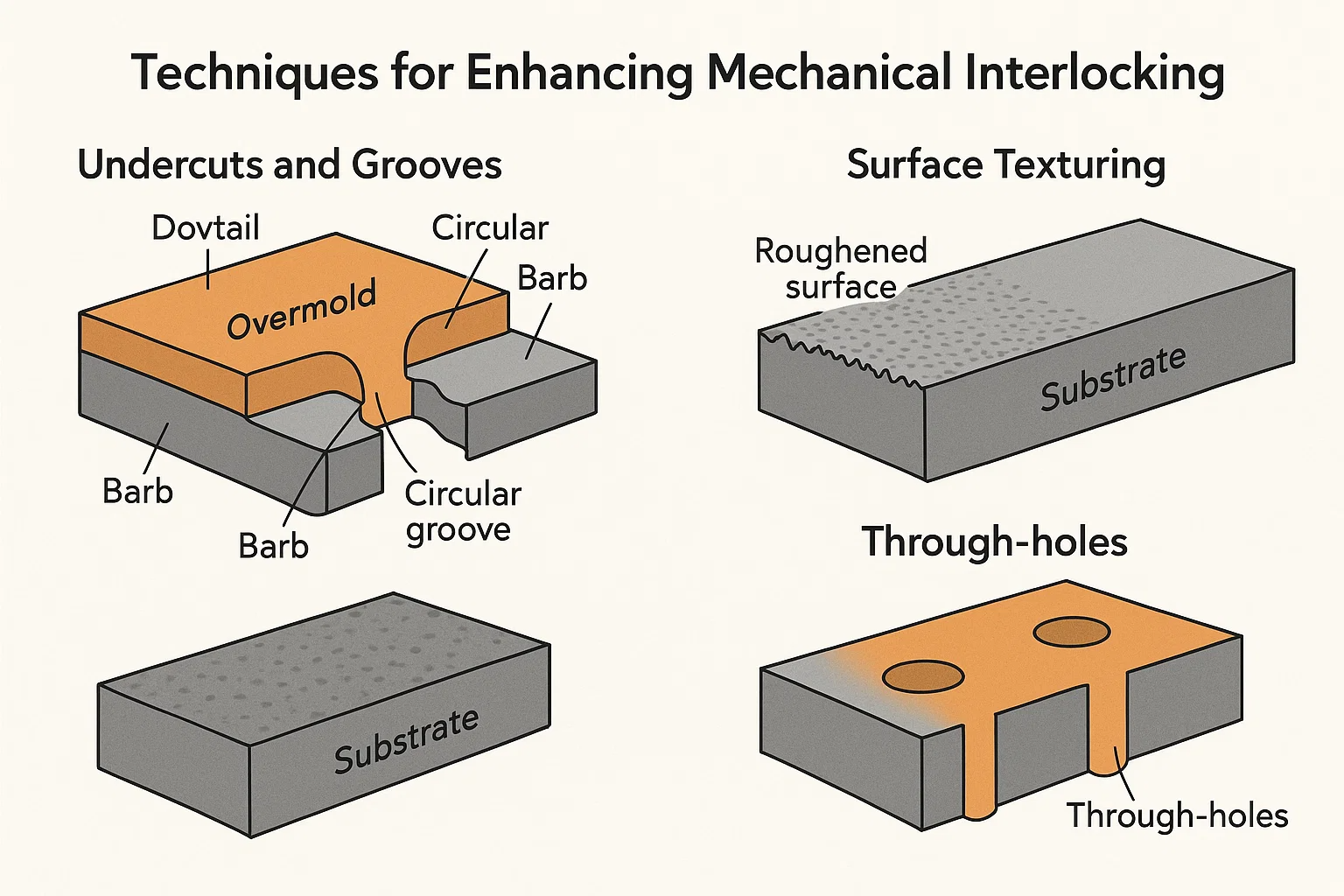
1. Potongan dan alur: Merancang ciri untuk pengekalan mekanikal
Fikirkan undercuts dan alur sebagai cangkuk mikroskopik atau sauh dalam substrat. Apabila bahan overmold cair mengalir ke dalam ciri -ciri ini dan menyejukkan, ia menguatkan di sekelilingnya, mewujudkan kunci fizikal.
-
Potongan bawah tanah: Ini adalah ciri yang mewujudkan "overhang" atau bentuk yang lebih besar di bawah permukaan daripada pada pembukaan. Apabila bahan overmold menyejukkan dan mengecut, ia menarik ketat ke bawah bawah ini. Contohnya termasuk:
-
Alur dovetail: Saluran berbentuk V di mana pangkalannya lebih luas daripada pembukaan.
-
Alur bulat: Cincin atau saluran yang bahan overmold boleh mengalir ke dalam dan cengkaman.
-
Barbs atau tulang rusuk: Ciri -ciri kecil, menonjol pada substrat yang bahan overmold engkol.
-
-
Alur: Saluran mudah atau lubang pada permukaan substrat membolehkan bahan overmold untuk mengisi dan menguatkan, mewujudkan kunci mekanikal. Ini boleh lurus, melengkung, atau mengikuti kontur bahagian.
Petua Reka Bentuk: Semasa merancang pemotongan, selalu pertimbangkan draf sudut untuk memudahkannya tanpa merosakkan bahagian overmolded atau acuan itu sendiri. Bahan overmold perlu cukup fleksibel untuk ubah bentuk sedikit semasa lonjakan jika pemotongan bukan sebahagian daripada mekanisme slaid atau pengangkat dalam acuan.
2. Tekstur Permukaan: Membuat permukaan kasar untuk melekatkan lekatan
Permukaan licin menawarkan titik minimum untuk hubungan mekanikal. Dengan mewujudkan permukaan kasar atau bertekstur pada substrat, anda secara dramatik meningkatkan kawasan permukaan yang tersedia untuk bahan overmold untuk mengalir ke dalam dan cengkaman.
-
Tekstur yang dibentuk: Kaedah yang paling mudah ialah merancang tekstur terus ke dalam acuan untuk bahagian substrat. Ini boleh menjadi stipple yang baik, kemasan matte, atau corak kasar yang halus.
-
Letupan kasar: Selepas bahagian substrat dibentuk, ia boleh disandarkan atau dilepaskan. Ini secara fizikal mengasyikkan permukaan, mewujudkan puncak mikroskopik dan lembah yang bahan overmold dapat mengalir dan bersambung. Ini juga membantu menghilangkan bahan pencemar permukaan.
-
Etching laser: Etching laser ketepatan boleh menghasilkan tekstur atau corak yang rumit dan terkawal pada permukaan substrat, mengoptimumkan ikatan mekanikal untuk kawasan tertentu.
-
Etsa kimia: Bahan kimia tertentu boleh memilih permukaan plastik, mewujudkan topografi mikroskopik yang lebih kasar yang meningkatkan lekatan mekanikal.
Manfaat: Kawasan permukaan yang meningkat bukan sahaja meningkatkan interlocking mekanikal tetapi juga secara tidak langsung membantu ikatan kimia dengan mendedahkan lebih banyak tapak reaktif.
3. Melalui lubang: Menggunakan lubang untuk aliran material dan interlocking
Menggabungkan diletakkan secara strategik melalui lubang Dalam substrat membolehkan bahan overmold mengalir sepenuhnya dan membentuk "rivet" atau "pos" pepejal di sisi lain. Ini mewujudkan kunci mekanikal yang sangat kuat, dua sisi.
-
Rivet Bahan: Apabila bahan overmold mengalir melalui lubang, ia mencipta bahan "rivet" yang tegas yang mengikat overmold ke substrat.
-
Pengagihan beban: Pelbagai lubang boleh mengedarkan tekanan lebih merata di antara muka terikat, meningkatkan ketahanan keseluruhan bahagian yang terlalu tinggi.
-
Pengudaraan (faedah tidak langsung): Dalam sesetengah kes, melalui lubang juga boleh membantu dalam membuang udara yang terperangkap semasa proses overmolding, memastikan pengisian dan hubungan lengkap.
Pertimbangan: Saiz dan penempatan lubang melalui adalah penting. Mereka harus cukup besar untuk membolehkan aliran bahan yang baik tetapi tidak begitu besar sehingga mereka berkompromi dengan integriti struktur substrat.
Memanfaatkan ikatan kimia untuk melekat unggul
Semasa interlocking mekanikal memberikan sauh fizikal yang kuat, ikatan kimia Menawarkan tahap lekatan tertinggi, mewujudkan antara muka yang hampir tidak dapat dipisahkan antara substrat dan bahan overmold. Kaedah ini bergantung kepada interaksi molekul sebenar antara kedua -dua polimer, yang membawa kepada ikatan yang sering lebih kuat daripada kekuatan kohesif sama ada bahan.
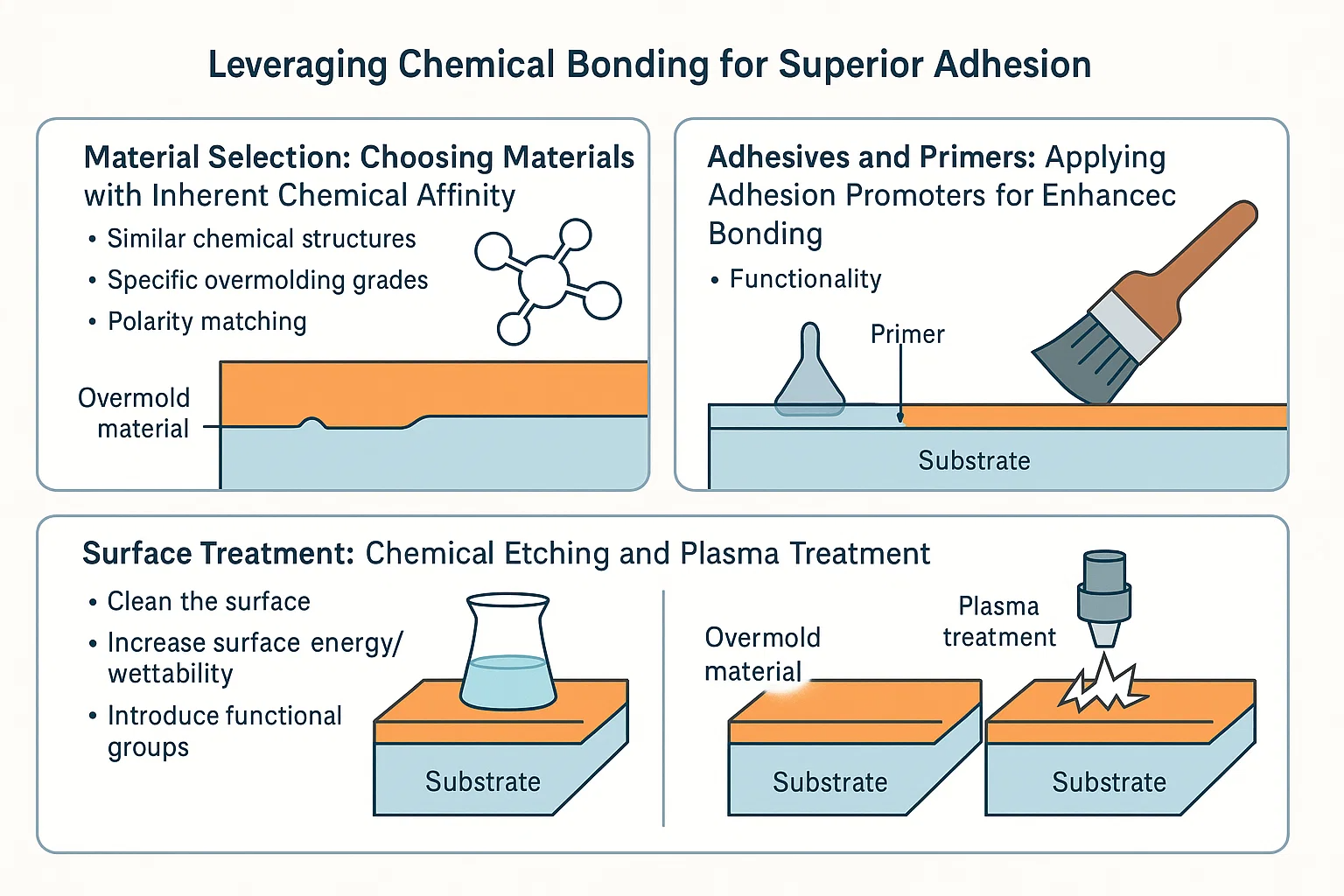
1. Pemilihan Bahan: Memilih Bahan dengan Affinity Kimia yang wujud
Asas ikatan kimia terletak pada memilih bahan -bahan yang serasi pada tahap molekul. Di sinilah kepakaran dalam kimia polimer menjadi penting.
-
Struktur kimia yang serupa: Polimer dengan tulang belakang kimia yang sama atau kumpulan berfungsi cenderung untuk mengikat lebih mudah. Sebagai contoh, tertentu poliuretan termoplastik (TPU) diketahui membentuk ikatan kimia yang kuat dengan polikarbonat (PC) and acrylonitrile butadiene styrene (ABS) disebabkan ciri -ciri kutub bersama dan potensi untuk ikatan hidrogen atau tarikan molekul lain.
-
Gred Overmolding Spesifik: Banyak pembekal bahan menawarkan khusus gred overmolding TPE atau polimer lain. Gred ini direka bentuk untuk mengandungi bahan tambahan atau struktur rantai polimer yang unik yang menggalakkan kereaktifan kimia dan lekatan dengan substrat tegar tertentu (mis., TPE yang direka untuk ikatan dengan nilon, PE, atau PP, yang biasanya mencabar).
-
Pencocokan kutub: Bahan dengan polariti yang sama cenderung berinteraksi dengan lebih baik. Bahan kutub (seperti PC, ABS, nilon) lebih cenderung untuk ikatan dengan bahan kutub lain, manakala bahan bukan kutub (seperti PP, PE) memerlukan bahan tambahan atau rawatan permukaan tertentu untuk mencapai lekatan yang baik dengan bahan overmold kutub.
Bekerja rapat dengan pembekal bahan untuk memilih pasangan resin optimum untuk aplikasi khusus anda sering merupakan jalan yang paling mudah untuk mencapai ikatan kimia.
2. Pelekat dan Primer: Memohon Promoter Perekatan untuk Ikatan yang Dipertingkatkan
Apabila pertalian kimia yang wujud antara bahan adalah terhad, atau lapisan tambahan keselamatan diperlukan, pelekat atau primer (promoter lekatan) boleh digunakan. Bahan -bahan ini bertindak sebagai jambatan, mewujudkan ikatan dengan kedua -dua substrat dan bahan overmold.
-
Lapisan primer/tali leher: Ini biasanya salutan nipis yang digunakan untuk substrat sebelum proses overmolding. Mereka mengandungi kumpulan kimia yang boleh bertindak balas dengan kedua -dua permukaan substrat dan bahan overmold cair, membentuk jambatan molekul.
-
Pelekat reaktif: Dalam beberapa aplikasi khusus, lapisan nipis pelekat reaktif mungkin digunakan. Walau bagaimanapun, ini menambah langkah proses sekunder dan kurang biasa dalam suntikan volum tinggi di mana matlamatnya sering menghapuskan langkah-langkah tersebut.
-
Fungsi: Primer amat berguna untuk mengikat bahan -bahan yang berbeza, seperti getah silikon ke plastik or logam ke plastik , di mana ikatan kimia langsung melalui overmolding konvensional adalah mencabar.
Kaedah permohonan (penyemburan, mencelup, menyapu) dan keadaan pengeringan untuk primer adalah kritikal terhadap keberkesanannya.
3. Rawatan permukaan: etsa kimia dan rawatan plasma
Walaupun dengan bahan yang serasi secara kimia, bahan pencemar permukaan atau tenaga permukaan yang rendah dapat menghalang ikatan. Pelbagai rawatan permukaan boleh menyediakan substrat untuk lebih menerima interaksi kimia.
-
Etsa kimia: Ini melibatkan mendedahkan permukaan substrat kepada penyelesaian kimia tertentu yang secara mikroskopik mengubah topografi dan komposisi kimianya. Ia boleh menghilangkan lapisan sempadan yang lemah dan mewujudkan tapak reaktif, dengan itu meningkatkan tenaga permukaan dan mempromosikan ikatan kimia yang lebih kuat. Sebagai contoh, sesetengah poliolefin boleh terukir secara kimia untuk meningkatkan kebolehpercayaan mereka.
-
Rawatan plasma (atmosfera atau vakum): Kaedah yang sangat berkesan ini menggunakan gas terionisasi (plasma) untuk mengubah suai beberapa lapisan atom teratas permukaan substrat. Rawatan plasma boleh:
-
Bersihkan permukaan: Keluarkan bahan cemar organik pada tahap molekul.
-
Meningkatkan Tenaga Permukaan/Keaslian: Buat permukaan lebih "reseptif" ke bahan overmold cair, yang membolehkannya menyebar dengan lebih berkesan.
-
Memperkenalkan kumpulan berfungsi: Buat kumpulan kimia baru di permukaan yang boleh bertindak balas secara langsung dengan bahan overmold, membentuk ikatan kovalen.
-
-
Rawatan Corona: Sama seperti rawatan plasma, rawatan pelepasan corona menggunakan pelepasan elektrik frekuensi tinggi untuk mengubah suai sifat permukaan bahan-bahan bukan berliang, yang biasa digunakan pada filem dan kepingan, tetapi juga berkenaan dengan beberapa bahagian yang dibentuk untuk meningkatkan kebolehkerjaan dan lekatan.
Dengan menggabungkan pemilihan bahan secara strategik dengan teknik penyediaan permukaan yang sesuai, pengeluar boleh membuka kunci potensi penuh ikatan kimia, yang membawa kepada bahagian-bahagian overmolded dengan lekatan yang luar biasa, tahan lama dan integriti struktur.
Mengoptimumkan proses overmolding
Walaupun dengan pemilihan bahan yang sempurna dan acuan yang direka dengan cemerlang, parameter proses overmolding sebenar adalah linchpin yang memastikan ikatan yang kuat dan konsisten. Penyimpangan kecil dalam suhu, tekanan, atau kelajuan boleh memberi kesan yang signifikan kepada kualiti antara muka antara substrat dan bahan overmold. Kawalan tepat parameter ini adalah penting untuk mencapai ikatan tetap.
1. Kawalan Suhu: Menguruskan suhu cair dan suhu acuan
Suhu memainkan peranan ganda dalam overmolding, yang mempengaruhi kedua -dua aliran bahan dan ikatan.
-
Suhu cair: Suhu bahan overmold cair yang memasuki acuan adalah kritikal.
-
Terlalu Rendah: Jika suhu cair terlalu rendah, bahan tidak akan mengalir dengan mudah. Ia mungkin tidak sepenuhnya membasahi permukaan substrat, gagal mengisi interlocks mekanikal yang rumit, atau menguatkan terlalu cepat, yang membawa kepada hubungan yang tidak lengkap dan ikatan yang lemah.
-
Terlalu Tinggi: Sebaliknya, suhu cair yang terlalu tinggi boleh menyebabkan kemerosotan bahan, yang membawa kepada sifat mekanikal yang lemah, perubahan warna, atau pembakaran. Ia juga boleh membahayakan ubah bentuk atau merosakkan substrat, terutamanya jika substrat mempunyai suhu pesongan haba yang lebih rendah.
-
Keseimbangan optimum: Suhu cair yang ideal memastikan kelikatan bahan cukup rendah untuk aliran dan pembasahan yang baik, mempromosikan hubungan intim dan interaksi kimia, tanpa menyebabkan degradasi.
-
-
Suhu acuan: Suhu acuan itu sendiri secara langsung memberi kesan kepada bagaimana bahan overmold menyejukkan dan menguatkan.
-
Terlalu sejuk: Acuan yang terlalu sejuk boleh menyebabkan bahan overmold untuk "membekukan" lebih awal, yang membawa kepada pengisian yang tidak lengkap, kemasan permukaan yang lemah, dan hubungan yang tidak mencukupi dengan substrat, menghalang ikatan yang berkesan.
-
Terlalu Panas: Acuan yang terlalu panas boleh memanjangkan masa kitaran, menyebabkan kemerosotan bahan, atau menyebabkan pengecutan dan peperangan yang berlebihan apabila bahagian itu menyejukkan di luar acuan.
-
Pertimbangan substrat: Untuk overmolding, suhu acuan juga mempengaruhi suhu permukaan substrat. Acuan hangat yang sesuai dapat membantu mengekalkan permukaan substrat sedikit lentur, meningkatkan keupayaan bahan overmold untuk ikatan. Walau bagaimanapun, ia tidak boleh menjadi panas untuk menyebabkan substrat menjadi ubah bentuk.
-
2. Tekanan dan kelajuan suntikan: menyesuaikan parameter untuk aliran bahan optimum
Kekuatan dan kelajuan di mana bahan overmold memasuki rongga adalah penting untuk pengisian dan lekatan yang betul.
-
Kelajuan suntikan:
-
Terlalu perlahan: Kelajuan suntikan yang perlahan boleh menyebabkan penyejukan pramatang bahan cair sebelum ia mengisi sepenuhnya rongga atau menghubungkan substrat. Ini boleh menyebabkan tembakan pendek, garis aliran, dan kawasan ikatan yang lemah.
-
Terlalu Cepat: Kelajuan suntikan yang terlalu cepat boleh menyebabkan "jet" (aliran yang tidak terkawal menyebabkan turbulan), entrapment udara (yang membawa kepada lompang atau bintik -bintik yang lemah), atau mengikis permukaan substrat, yang semuanya berkompromi kekuatan ikatan.
-
Isi Kawalan: Kelajuan suntikan yang optimum memastikan aliran laminar yang licin yang membolehkan bahan cair untuk mengisi rongga dan membasahi permukaan substrat sepenuhnya, mempromosikan hubungan maksimum dan interlocking mekanikal.
-
-
Tekanan Suntikan (Tekanan Tekanan & Memegang/Membungkus):
-
Tekanan isi: Ini adalah tekanan yang digunakan semasa fasa pengisian awal. Tekanan yang mencukupi memastikan bahan mencapai setiap bahagian rongga, terutamanya ke dalam ciri -ciri rumit yang direka untuk interlocking mekanikal.
-
Memegang/membungkus tekanan: Selepas acuan diisi, tekanan memegang digunakan untuk tempoh tertentu. Tekanan ini membungkus bahan tambahan ke dalam rongga untuk mengimbangi pengecutan bahan kerana ia sejuk. Ini sangat penting untuk kekuatan ikatan. Tanpa tekanan memegang yang mencukupi, bahan overmold boleh menarik diri dari substrat, yang membawa kepada lompang, tanda tenggelam, dan kegagalan bon. Ia memastikan hubungan intim dikekalkan sehingga bahan menguatkan.
-
3. Kadar Penyejukan: Mengawal Penyejukan Untuk Meminimumkan Pengecutan dan Tekanan
Kadar di mana bahagian overmolded menyejukkan kesan tekanan dalaman dan integriti ikatan.
-
Penyejukan seragam: Penyejukan tidak seragam boleh menyebabkan pengecutan berbeza antara bahan overmold dan substrat, mewujudkan tekanan dalaman yang boleh menyebabkan peperangan, retak, atau penyingkiran dari masa ke masa. Reka bentuk acuan yang betul dengan saluran penyejukan yang dioptimumkan membantu memastikan kadar penyejukan.
-
Masa penyejukan: Masa penyejukan yang mencukupi dalam acuan adalah perlu untuk membolehkan bahan overmold menguatkan sepenuhnya dan mengembangkan kekuatan yang cukup untuk menahan daya lonjakan tanpa ubah bentuk atau memisahkan dari substrat. Menarik bahagian terlalu awal boleh merosakkan ikatan yang baru muncul.
-
Meminimumkan tekanan: Penyejukan terkawal membantu meminimumkan tekanan sisa dalam bahagian. Tekanan sisa tinggi, terutamanya di antara muka bahan, adalah punca biasa kegagalan bon jangka panjang.
Menguasai parameter proses ini memerlukan kawalan mesin yang tepat, selalunya melalui mesin pengacuan suntikan yang canggih yang mampu menyempurnakan setiap peringkat kitaran. Pemantauan dan pelarasan yang berterusan berdasarkan kualiti bahagian dan integriti bon adalah penting untuk berjaya.
Pertimbangan Reka Bentuk untuk Bahagian Overmolded yang tahan lama
Ikatan yang kuat dalam overmolding bermula jauh sebelum bahan memasuki mesin. Ia bermula dengan produk pintar dan reka bentuk acuan. Reka bentuk yang bijak meminimumkan tekanan, memastikan aliran bahan yang betul, dan mengintegrasikan ciri -ciri yang secara semulajadi menguatkan ikatan, yang membawa kepada bahagian yang tahan lama dan boleh dipercayai.
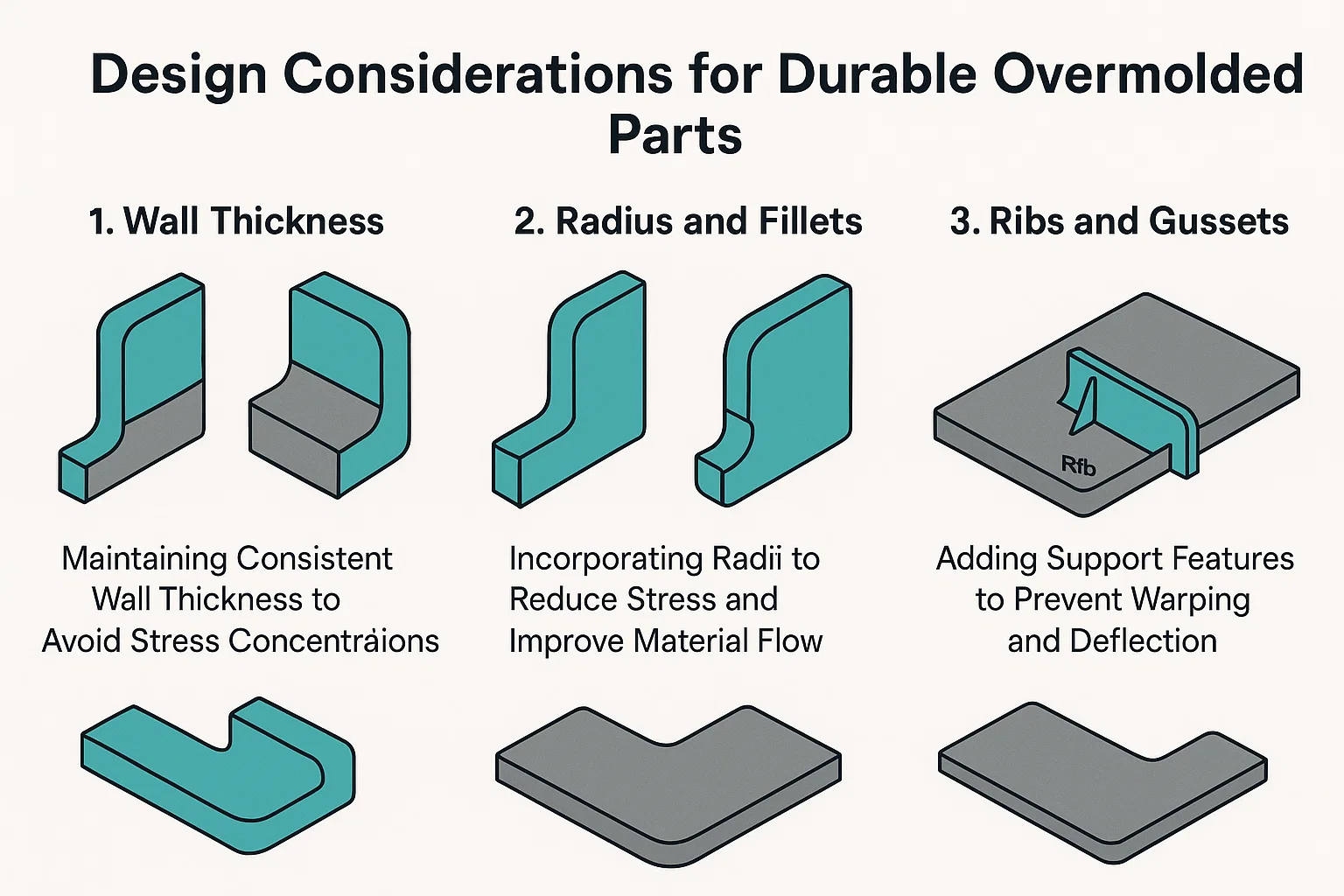
1. Ketebalan dinding: mengekalkan ketebalan dinding yang konsisten untuk mengelakkan kepekatan tekanan
Salah satu peraturan yang paling asas dalam reka bentuk bahagian plastik berlaku terus ke overmolding: mengekalkan ketebalan dinding yang konsisten .
-
Masalah: Perubahan mendadak dalam ketebalan dinding membuat kawasan di mana bahan sejuk dan mengecut pada kadar yang berbeza. Penyejukan perbezaan ini membawa kepada tekanan dalaman Dalam bahan yang terlalu banyak dan, secara kritis, di antara muka dengan substrat. Tekanan ini dapat ditunjukkan sebagai perang, tanda tenggelam, atau, yang paling merosakkan untuk mengatasi masalah, kegagalan dan kegagalan bon dari masa ke masa.
-
Penyelesaian: Reka bentuk lapisan overmold dengan seragam ketebalan dinding yang mungkin. Jika variasi ketebalan tidak dapat dielakkan kerana bahagian geometri, melaksanakan peralihan secara beransur -ansur (mis., Menggunakan penaper yang panjang dan lembut dan bukannya langkah tajam). Ini membolehkan lebih banyak penyejukan dan meminimumkan kepekatan tekanan pada baris bon.
2. Radius dan Fillet: Menggabungkan Radii untuk Mengurangkan Tekanan dan Meningkatkan Aliran Bahan
Sudut tajam adalah konsentrator tekanan yang terkenal di bahagian plastik. Dalam overmolding, mereka menimbulkan ancaman berganda kepada integriti ikatan.
-
Kepekatan Tekanan: Sudut tajam dalaman (di mana bahan overmold memenuhi substrat) membuat titik tekanan setempat, menjadikan bon terdedah kepada retak atau mengelupas di bawah perubahan beban atau suhu. Sudut tajam luar juga boleh menjadi titik lemah.
-
Aliran bahan yang lemah: Plastik cair lebih suka mengalir dengan lancar. Sudut tajam membuat rintangan, yang berpotensi membawa kepada pengisian, lompang, atau kawasan yang tidak lengkap di mana bahan berjuang untuk basah sepenuhnya dan merangkum substrat.
-
Penyelesaian: Menggabungkan murah hati radii (sudut luaran bulat) and fillet (sudut dalaman bulat) di semua peralihan dan persimpangan dalam reka bentuk overmold dan pada substrat di mana overmold akan menghubunginya.
-
Faedah: Radii dan fillet membolehkan aliran bahan yang lebih lancar, mengurangkan kepekatan tekanan, meningkatkan kekuatan sebahagian, dan meningkatkan kebolehkerjaan, yang semuanya menyumbang kepada ikatan yang lebih mantap. Bertujuan untuk radii yang sekurang -kurangnya 0.5 hingga 1.0 kali ketebalan dinding.
-
3. Rusuk dan Gusset: Menambah Ciri Sokongan untuk Mencegah Perjalanan dan Pesongan
Walaupun terutamanya dikenali untuk menambahkan kekakuan dan kekuatan ke bahagian plastik, tulang rusuk dan gusset yang direka dengan betul secara tidak langsung dapat menyokong integriti bon dalam overmolding dengan mencegah ubah bentuk bahagian.
-
Mencegah Warpage: Kawasan besar, rata -rata bahan overmolded terdedah kepada warping ketika mereka sejuk. Sekiranya overmold melangkah keluar dari substrat, bon itu pasti akan gagal. Tulang rusuk adalah nipis, dinding sokongan ditambah ke bahagian bukan kosmetik bahagian. Mereka meningkatkan ketegaran tanpa menambah jisim yang ketara atau memerlukan ketebalan dinding yang berlebihan.
-
Mengurangkan pesongan: Gussets adalah struktur sokongan segi tiga yang sering diletakkan di persimpangan dinding dan bos, atau di dasar tulang rusuk. Mereka menghalang pesongan dan mengukuhkan sudut.
-
Perlindungan bon tidak langsung: Dengan mengekalkan bentuk keseluruhan dan kestabilan dimensi bahagian overmolded, tulang rusuk dan gusset memastikan bahawa bahan substrat dan overmold kekal dalam konfigurasi yang dimaksudkan, menghalang tekanan yang dapat menariknya. Mereka membantu mengekalkan integriti mekanisme ikatan utama (mekanikal atau kimia).
Petua Reka Bentuk: Apabila mereka bentuk tulang rusuk untuk bahagian overmolded, pastikan ketebalannya adalah peratusan (biasanya 40-60%) ketebalan dinding nominal untuk mengelakkan tanda sinki pada bahagian kosmetik. Juga, pastikan mereka mempunyai sudut draf yang betul untuk lekukan acuan mudah.
Kajian Kes: Aplikasi overmolding yang berjaya
Melihat bagaimana prinsip-prinsip overmolding digunakan dalam produk dunia nyata adalah cara terbaik untuk memahami kuasa dan fleksibiliti dalam mencapai bon yang mantap. Dari meningkatkan pengalaman pengguna untuk memastikan fungsi kritikal, overmolding adalah pemboleh utama di seluruh industri yang pelbagai.
1. Peranti Perubatan: Contoh Overmolding dalam Aplikasi Perubatan
Industri peranti perubatan menuntut ketepatan yang melampau, biokompatibiliti, dan selalunya, keupayaan untuk menahan pensterilan. Overmolding adalah penting untuk menghasilkan produk perubatan yang selamat, selesa, dan sangat berfungsi.
-
Alat dan pemegang tangan pembedahan: Banyak instrumen pembedahan, dari pisau bedah hingga alat endoskopik, mempunyai genggaman overmolded.
-
Kejayaan ikatan: Plastik tegar (seperti mengintip atau abs) membentuk teras struktur, manakala gred lembut, selalunya perubatan TPE (elastomer termoplastik) Overmolded ke kawasan cengkaman. Bon ini memastikan cengkaman tidak tergelincir semasa prosedur kritikal, meningkatkan kawalan pakar bedah dan keselamatan pesakit.
-
Teknik yang digunakan: Interlocking mekanikal (mis., Ciri bertekstur kecil atau undercuts pada pemegang tegar) sering digabungkan dengan TPE gred perubatan yang serasi secara kimia khusus dirumuskan untuk lekatan kuat ke substrat. Pilihan TPE memastikan biokompatibiliti dan ketahanan terhadap kitaran pensterilan.
-
-
Sistem penghantaran cecair (mis., Set titisan IV, kateter): Overmolding digunakan untuk membuat sambungan yang selamat dan mencegah kebocoran dalam laluan bendalir.
-
Kejayaan ikatan: Penyambung tegar (mis., PC atau ABS) mungkin overmolded dengan TPE atau silikon yang fleksibel, biokompatibel untuk membuat meterai kebocoran atau antara muka yang lembut dan mesra pesakit. Ini menghapuskan keperluan pelekat dan mengurangkan langkah -langkah pemasangan.
-
Teknik yang digunakan: Ikatan kimia adalah yang paling penting di sini untuk memastikan meterai hermetik. Silikon khusus atau gred TPE dipilih untuk sifat lekatan intrinsik mereka untuk plastik perubatan, sering digabungkan dengan Pengaktifan permukaan (mis., Rawatan plasma) pada substrat tegar untuk gabungan molekul yang optimum.
-
2. Komponen Automotif: Penyelesaian Overmolding dalam Industri Automotif
Sektor automotif memanfaatkan overmolding untuk peningkatan fungsional dan estetik, yang bertujuan untuk ketahanan, pengurangan bunyi, dan rasa premium.
-
Trim dan butang dalaman: Bahagian dalaman automotif sering menggunakan overmolding untuk ciri -ciri seperti butang papan pemuka, tombol shifter, dan genggaman pintu.
-
Kejayaan ikatan: Substrat ABS atau PC yang tegar membentuk asas, overmolded dengan TPE sentuhan lembut. Ini memberikan rasa sentuhan, selesa dan ergonomik yang lebih baik, sementara ikatan menghalang lapisan sentuhan lembut daripada mengelupas, walaupun selepas bertahun-tahun penggunaan dan pendedahan kepada suhu ekstrem.
-
Teknik yang digunakan: Fokus pada keserasian bahan antara TPE dan plastik tegar yang dipilih (mis., Gred TPE khusus untuk ABS/PC). Interlocking mekanikal melalui tekstur atau ciri -ciri halus pada substrat selanjutnya memperkuat ikatan terhadap daya ricih.
-
-
Gasket dan anjing laut: Overmolding semakin digunakan untuk membuat meterai bersepadu terus ke perumahan plastik atau komponen.
-
Kejayaan ikatan: Daripada cincin O atau gasket yang berasingan yang perlu dipasang, bahan yang fleksibel (seperti TPE atau getah khusus) diletakkan secara langsung ke perumahan plastik yang tegar (mis., Perlindungan enjin, perumahan sensor). Ini mewujudkan meterai yang sangat berkesan dan boleh dipercayai, penting untuk mencegah kemasukan cecair atau habuk.
-
Teknik yang digunakan: Terutamanya bergantung ikatan kimia and Reka bentuk acuan yang tepat . Bahan overmold dipilih untuk sifat pengedapnya dan keupayaannya untuk mematuhi secara kimia ke komponen tegar, selalunya dengan berhati -hati Kawalan parameter proses (mis., Tekanan suntikan) Untuk memastikan pengisian lengkap dan hubungan intim untuk meterai berterusan.
-
3. Elektronik Pengguna: Aplikasi dalam Peranti Elektronik dan Lampiran
Elektronik pengguna mendapat manfaat daripada overmolding untuk ketahanan yang lebih baik, rintangan air, dan keselesaan pengguna.
-
Peranti yang boleh dipakai (mis., Smartwatches, pelacak kecergasan): Band -band dan kadang -kadang walaupun bahagian perumahan peranti overmolded.
-
Kejayaan ikatan: Bingkai dalaman atau modul sensor yang tegar (sering PC atau logam) dilancarkan dengan silikon fleksibel atau TPE untuk menghasilkan tali yang selesa, mesra kulit atau kandang tahan air. Ikatan itu mesti menahan flexing, peluh, dan memakai harian.
-
Teknik yang digunakan: Penggunaan kritikal interlocking mekanikal (mis., lubang, tulang rusuk, atau titik utama yang direka khas pada sisipan tegar) digabungkan dengan ikatan kimia melalui gred overmolding khusus TPE atau LSR (getah silikon cecair) yang direka untuk mematuhi plastik atau logam. Penyediaan permukaan (mis., Rawatan plasma pada sisipan logam) adalah perkara biasa.
-
-
Alat Kuasa Mengendalikan dan Genggaman: Sama seperti alat perubatan, alat kuasa menggunakan genggaman overmolded untuk ergonomik dan getaran yang lebih baik.
-
Kejayaan ikatan: Badan plastik tahan lama yang tahan lama (mis., PA, ABS) dilepaskan dengan TPE atau getah yang lebih lembut. Bon ini menyediakan cengkaman yang selamat dan selesa yang mengurangkan keletihan pengguna dan menghalang slippage, walaupun dalam keadaan basah atau berminyak.
-
Teknik yang digunakan: Gabungan interlocking mekanikal (mis., tekstur yang agresif, memotong pada pemegang tegar) dan Parameter proses yang dioptimumkan untuk memastikan bahan overmold sepenuhnya merangkumi ciri -ciri cengkaman. Pemilihan Bahan memberi tumpuan kepada TPE dengan haptik yang baik dan lekatan teguh kepada plastik kejuruteraan yang dipilih.
-

