
Pencetakan suntikan dan overmolding adalah dua proses pembuatan asas yang telah merevolusikan industri automotif. Teknik-teknik ini adalah penting untuk menghasilkan pelbagai komponen, dari bahagian kabin dalaman ke kdanang bawah, dengan ketepatan dan kecekapan yang tinggi. Keupayaan untuk mewujudkan geometri kompleks dan mengintegrasikan pelbagai fungsi ke dalam satu bahagian menjadikan proses ini sangat diperlukan untuk reka bentuk kenderaan moden.
Penggunaan suntikan yang dibentuk dan dibentuk di dalam kenderaan menawarkan manfaat yang besar. Mereka membolehkan pengurangan berat badan , yang penting untuk meningkatkan kecekapan bahan api dan memperluaskan pelbagai kenderaan elektrik. Mereka memberikan yang luar biasa fleksibiliti reka bentuk , membolehkan penciptaan komponen rumit dan estetika yang menyenangkan. Tambahan pula, proses ini adalah kos yang cekap Untuk pengeluaran volum tinggi, membantu pengeluar memenuhi jadual pengeluaran dan kos kawalan. Akhirnya, teknik pembuatan canggih ini menyumbang kepada keseluruhannya ketahanan, keselamatan, dan prestasi kereta hari ini.
Apakah pengacuan suntikan?
Pencetakan suntikan adalah proses pembuatan yang sangat serba boleh dan digunakan secara meluas untuk menghasilkan bahagian dengan menyuntik bahan cair ke dalam acuan. Ia adalah kaedah untuk membuat komponen plastik dengan ketepatan yang tinggi, kebolehulangan, dan dalam jumlah yang besar.
Bagaimana Ia Berfungsi: Melting, Suntikan, Penyejukan, dan Letakkan
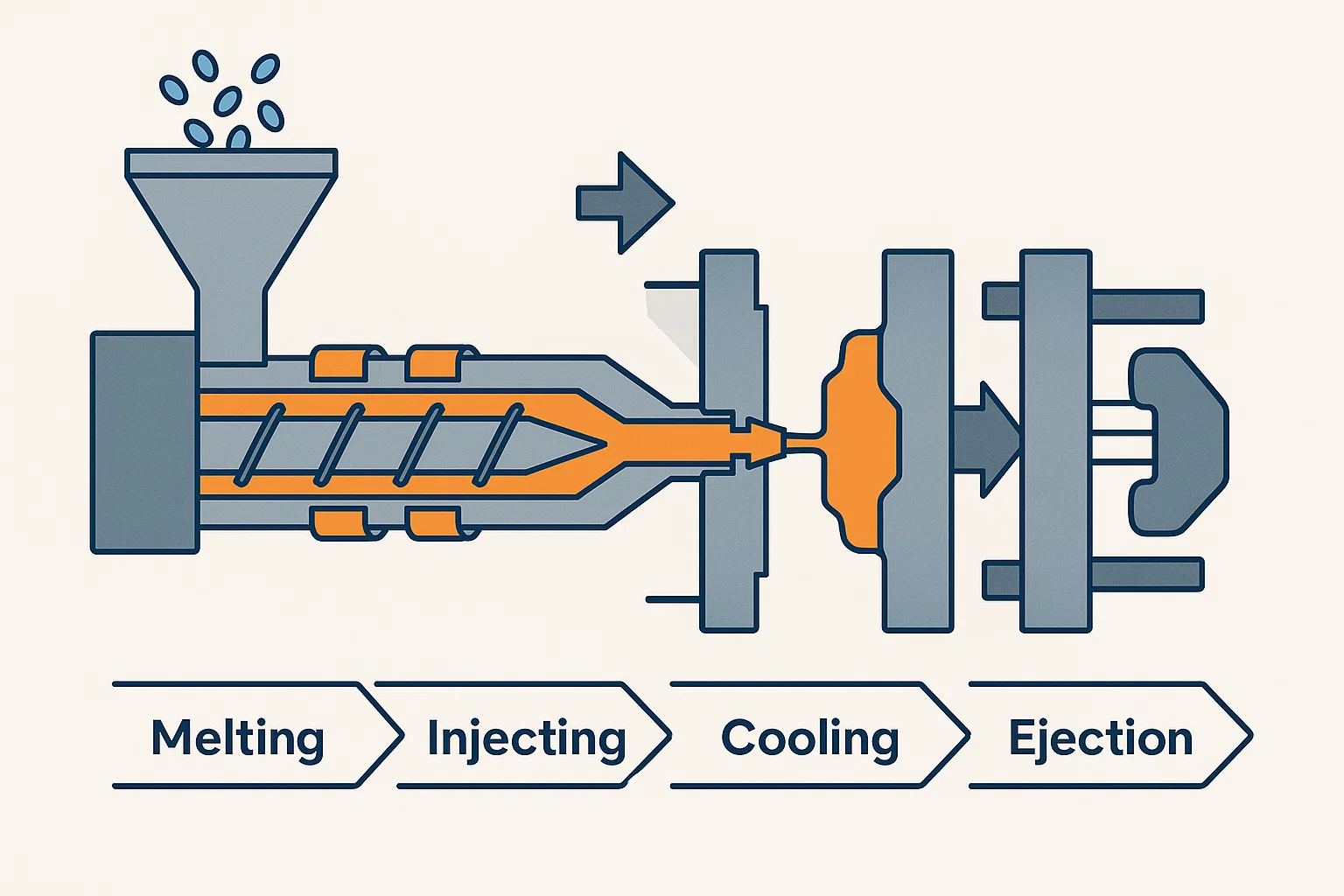
Proses pengacuan suntikan mengikuti urutan yang tepat dan kitaran:
-
Penyediaan Bahan: Pelet plastik (atau bahan termoplastik lain) diberi makan dari catauong ke dalam laras yang dipanaskan.
-
Lebur: Di dalam laras, skru reciprocating menggerakkan pelet ke hadapan ketika mereka dipanaskan ke keadaan cair. Putaran dan geseran skru juga menyumbang kepada pemanasan, memastikan bahan itu seragam, cecair likat.
-
Suntikan: Plastik cair kemudiannya disuntik dengan cepat di bawah tekanan tinggi ke dalam rongga acuan, yang ditutup. Tekanan ini memastikan bahan itu sepenuhnya mengisi setiap detail rumit acuan.
-
Penyejukan: Sebaik sahaja rongga diisi, acuan dipegang pada suhu terkawal untuk membolehkan plastik menjadi sejuk dan menguatkan, mengambil bentuk acuan.
-
Eject: Selepas bahan telah menguatkan, acuan dibuka, dan bahagian siap dikeluarkan oleh satu siri pin ejectatau. Acuan kemudian ditutup, dan kitaran berulang.
Jenis Teknik Pencetakan Suntikan
Walaupun prinsip asas tetap sama, beberapa teknik canggih telah dibangunkan untuk memenuhi keperluan automotif tertentu:
-
Pencetakan suntikan yang dibantu gas: Teknik ini melibatkan menyuntik gas lengai (biasanya nitrogen) ke dalam rongga acuan selepas plastik telah disuntik sebahagiannya. Inti gas keluar bahagian tebal bahagian, mengurangkan penggunaan bahan, meminimumkan tdana sinki, dan meningkatkan kestabilan dimensi. Ini amat berguna untuk bahagian -bahagian dengan bahagian dinding tebal seperti pemegang pintu dan bingkai stereng.
-
Multi-komponen (2K/3K) Molding Suntikan: Proses ini menggunakan mesin tunggal untuk menyuntik dua atau lebih bahan atau warna yang berbeza ke dalam acuan yang sama. Acuan berputar atau beralih untuk meletakkan pukulan pertama untuk suntikan bahan kedua. Teknik ini sering digunakan untuk bahagian -bahagian dengan kedua -dua bahagian tegar dan fleksibel, seperti fob kunci kereta dengan badan plastik keras dan butang getah lembut.
-
Pelabelan dalam acuan (IML): Proses ini mengintegrasikan label pra-dicetak atau filem hiasan terus ke dalam rongga acuan sebelum suntikan. Plastik cair disuntik di belakang label, menggabungkannya secara kekal ke bahagian itu. Ini mewujudkan grafik berkualiti tinggi yang tahan lama yang tahan terhadap calar dan pudar, sesuai untuk paparan papan pemuka dan panel konsol.
Apa yang Overmolding?
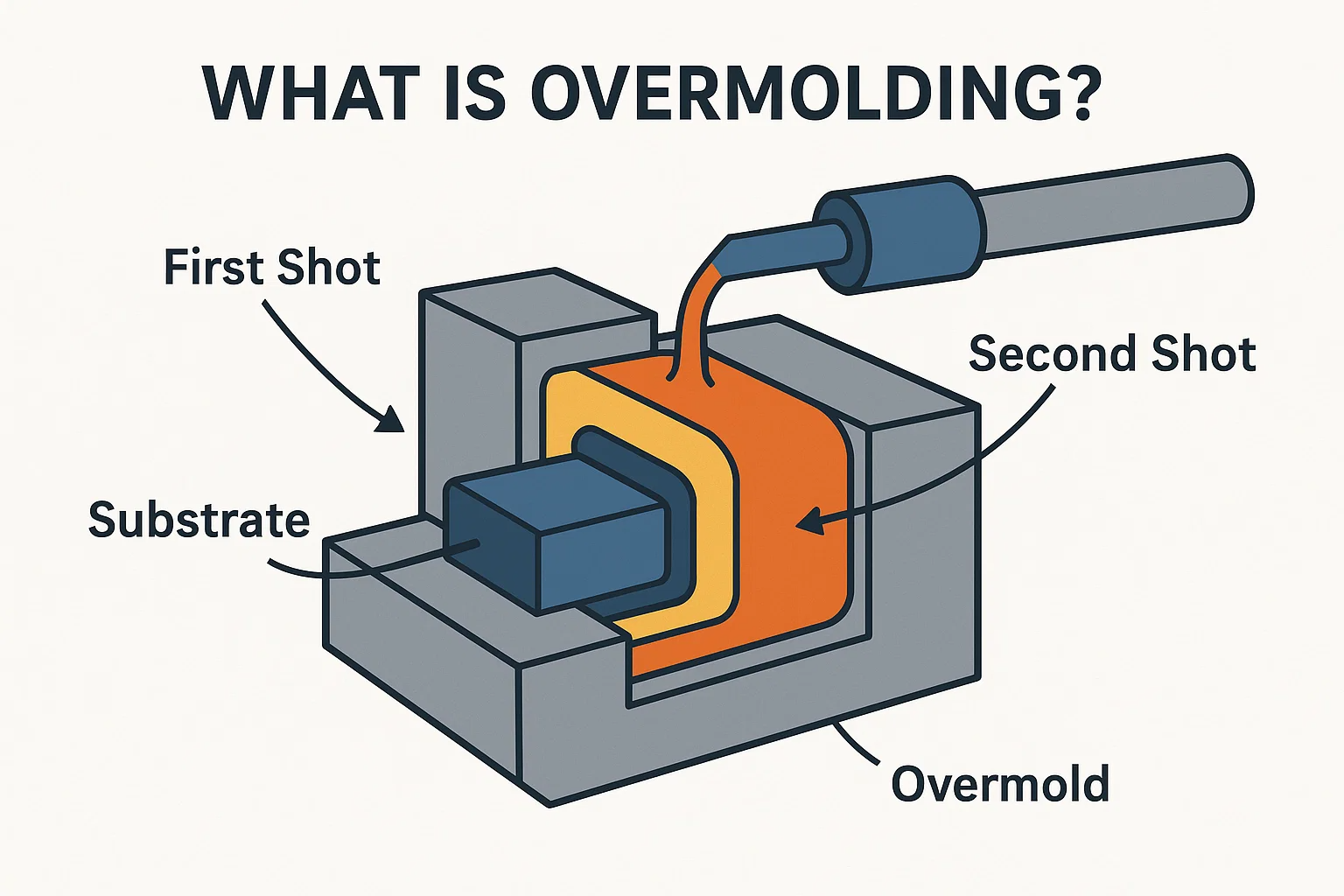
Overmolding adalah proses pengacuan suntikan khusus yang mengambil konsep bahagian berbilang bahan satu langkah lagi. Ia melibatkan pencetakan satu bahan-tipikal termoplastik yang lembut dan fleksibel-berbanding bahagian atau substrat yang sedia ada, yang biasanya merupakan plastik atau logam yang tegar. Ini mewujudkan satu komponen bersepadu dengan sifat gabungan kedua -dua bahan.
Bagaimana ia berfungsi: membentuk satu bahan yang lain
Proses overmolding dibina pada kitaran pencetakan suntikan asas:
-
Pukulan Pertama (Substrat): Komponen asas tegar, yang dikenali sebagai substrat, dicipta sama ada melalui kitaran pencetakan suntikan terdahulu, proses pemesinan, atau sebagai bahagian logam pra-fabrikasi.
-
Penempatan: Substrat selesai kemudiannya diletakkan dengan tepat ke dalam rongga acuan kedua. Acuan ini direka dengan ruang di sekitar substrat untuk membentuk bahan Overmolded.
-
Pukulan Kedua (Overmold): Bahan kedua, bahan overmold, disuntik ke dalam ruang kosong acuan kedua.
-
Ikatan dan penyejukan: Bahan overmold cair mengalir ke atas substrat, ikatan kepadanya melalui gabungan interlocking mekanikal and lekatan kimia . Kerana ia menyejukkan dan menguatkan, kedua -dua bahan menjadi satu komponen tetap.
Faedah overmolding
Overmolding adalah teknik yang kuat untuk mengintegrasikan pelbagai fungsi ke dalam satu bahagian, itulah sebabnya ia sangat berharga dalam industri automotif.
-
Genggaman dan ergonomik yang lebih baik: Dengan menambahkan bahan sentuhan lembut ke permukaan yang tegar, overmolding mewujudkan genggaman yang selesa dan tidak slip untuk roda stereng, peralihan gear, dan pemegang pintu.
-
Estetika yang dipertingkatkan: Proses ini membolehkan penciptaan bahagian berwarna-warni atau berbilang bertekstur, menghapuskan keperluan untuk melukis dan meningkatkan daya tarikan visual komponen dalaman.
-
Integrasi Fungsian: Overmolding digunakan untuk membuat gasket dan meterai secara langsung pada perumahan yang tegar, menyediakan penghalang kalis air bersepadu dan menghapuskan keperluan untuk langkah pemasangan yang berasingan. Ia juga boleh digunakan untuk melindungi komponen elektronik atau melembutkan getaran.
Perbezaan antara pencetakan overmolding dan suntikan bersama
Walaupun kedua-dua proses membuat bahagian berbilang bahan, mereka melakukannya dengan cara yang berbeza:
-
Overmolding adalah proses dua langkah berurutan di mana bahan kedua dibentuk di atas bahagian yang kukuh dan sedia ada. Ini sesuai untuk menambah lapisan lembut ke pangkalan tegar.
-
Pencetakan suntikan bersama (atau dua pukulan) adalah satu proses yang berterusan pada satu mesin. Ia menyuntik dua atau lebih bahan ke dalam rongga acuan yang sama hampir serentak, dengan satu bahan yang membentuk teras dan yang lain membentuk kulit. Teknik ini sering digunakan untuk bahagian -bahagian dengan teras yang kuat, tegar dan lapisan luar yang lebih lembut, estetika.
Bahan yang digunakan dalam pengacuan suntikan automotif dan overmolding
Pemilihan bahan yang betul adalah langkah kritikal dalam pembuatan bahagian automotif. Ia menentukan prestasi komponen, ketahanan, berat, dan kos. Pelbagai plastik dan elastomer digunakan, masing -masing dengan sifat unik yang sesuai untuk aplikasi tertentu.
Plastik biasa dan aplikasi automotif mereka
-
Polypropylene (Ms): Plastik yang ringan, kos rendah dengan rintangan kimia yang sangat baik, menjadikannya sesuai untuk aplikasi bawah tanah dan dalaman.
-
Sifat: Kekuatan lentur yang tinggi, rintangan kimia yang baik (kepada asid, pangkalan, dan pelarut), dan rintangan keletihan.
-
Aplikasi: Papan pemuka, panel pintu, bumper, takungan cecair, dan kes bateri. Ketumpatannya yang rendah membantu dengan pengurangan berat kenderaan.
-
-
Acrylonitrile butadiene styrene (Abs): Dikenali dengan keseimbangan ketahanan, rintangan impak, dan kualiti estetik. Abs adalah bahan pilihan untuk komponen dalaman.
-
Sifat: Kekuatan impak yang tinggi, rintangan haba yang baik, dan proses yang sangat baik untuk kemasan permukaan yang licin.
-
Aplikasi: Komponen trim dalaman, panel papan pemuka, perumahan tali pinggang keledar, dan gril. Ia sering digunakan di mana kemasan berkualiti tinggi diperlukan.
-
-
Polikarbonat (Pc): Plastik yang telus dan berkekuatan tinggi dengan rintangan kesan yang luar biasa. Ia adalah bahan premium yang digunakan untuk bahagian keselamatan dan estetik.
-
Sifat: Ketelusan yang tinggi, kekuatan impak tertunggak, dan rintangan haba yang baik.
-
Aplikasi: Lensa lampu, paparan panel instrumen, dan sunroofs panatauama. Kejelasan dan ketangguhannya menjadikannya sesuai untuk melindungi pencahayaan dan paparan.
-
-
Poliamida (PA) (nilon): Dikenali dengan kekuatan tinggi, kekakuan, dan rintangan haba, terutamanya apabila dipenuhi kaca. Nylon adalah kerja keras untuk komponen bawah tanah dan struktur.
-
Sifat: Kekuatan tegangan tinggi, rintangan kimia yang baik (kepada minyak dan bahan api), dan kestabilan terma yang sangat baik.
-
Aplikasi: Meliputi enjin, manifold pengambilan, komponen sistem penyejukan, dan pelbagai gear dan bushings.
-
-
Polyurethane termoplastik (TPU): Bahan sentuhan yang fleksibel dan lembut yang sesuai untuk aplikasi overmolding di mana ergonomik dan rasa penting.
-
Sifat: Keanjalan yang sangat baik, rintangan lelasan yang baik, dan rasa lembut, seperti getah.
-
Aplikasi: Genggaman roda stereng, gear shift tombol, meterai, dan abah -abah kawat. Keupayaannya untuk dimatikan ke plastik tegar meningkatkan keselesaan dan fungsi.
-
Kriteria pemilihan bahan untuk bahagian automotif yang berbeza
Memilih bahan yang betul bukan hanya mengenai fungsi bahagian; Ia melibatkan penilaian kompleks beberapa faktatau:
-
Keperluan Prestasi: Adakah bahagian perlu menahan suhu tinggi, pendedahan kimia, atau kesan? Ini menentukan plastik asas (mis., Nilon untuk rintangan haba).
-
Estetika dan rasa: Adakah permukaan sentuhan lembut, berkilat, atau bertekstur diperlukan? Ini sering membawa kepada penggunaan Abs untuk kemasan lancar atau TPU untuk genggaman overmolded.
-
Pengurangan berat badan: Untuk setiap kilogram berat yang disimpan, kecekapan bahan api kereta bertambah baik. Ini mendatauong penggunaan bahan ringan seperti PP melalui logam tradisional.
-
Kos: Kos bahan mentah sentiasa menjadi faktatau dalam pengeluaran automotif volum tinggi. PP dan ABS umumnya lebih kos efektif daripada Pc atau gred khusus nilon.
-
Keperluan Pemprosesan: Bahan ini mesti diproses dengan cekap oleh teknik pencetakan yang dipilih tanpa degradasi.
Pertimbangan reka bentuk untuk bahagian automotif
Kejayaan suntikan yang dibentuk dan overmolded bahagian automotif bergantung pada proses reka bentuk yang teliti. Bahagian yang direka dengan baik bukan sahaja berfungsi tetapi juga boleh dihasilkan, tahan lama, dan kos efektif. Mematuhi prinsip reka bentuk asas adalah penting untuk mengelakkan isu -isu biasa seperti melengkung, bon lemah, dan kecacatan kosmetik.
1. Draf sudut, ketebalan dinding, dan reka bentuk tulang rusuk
-
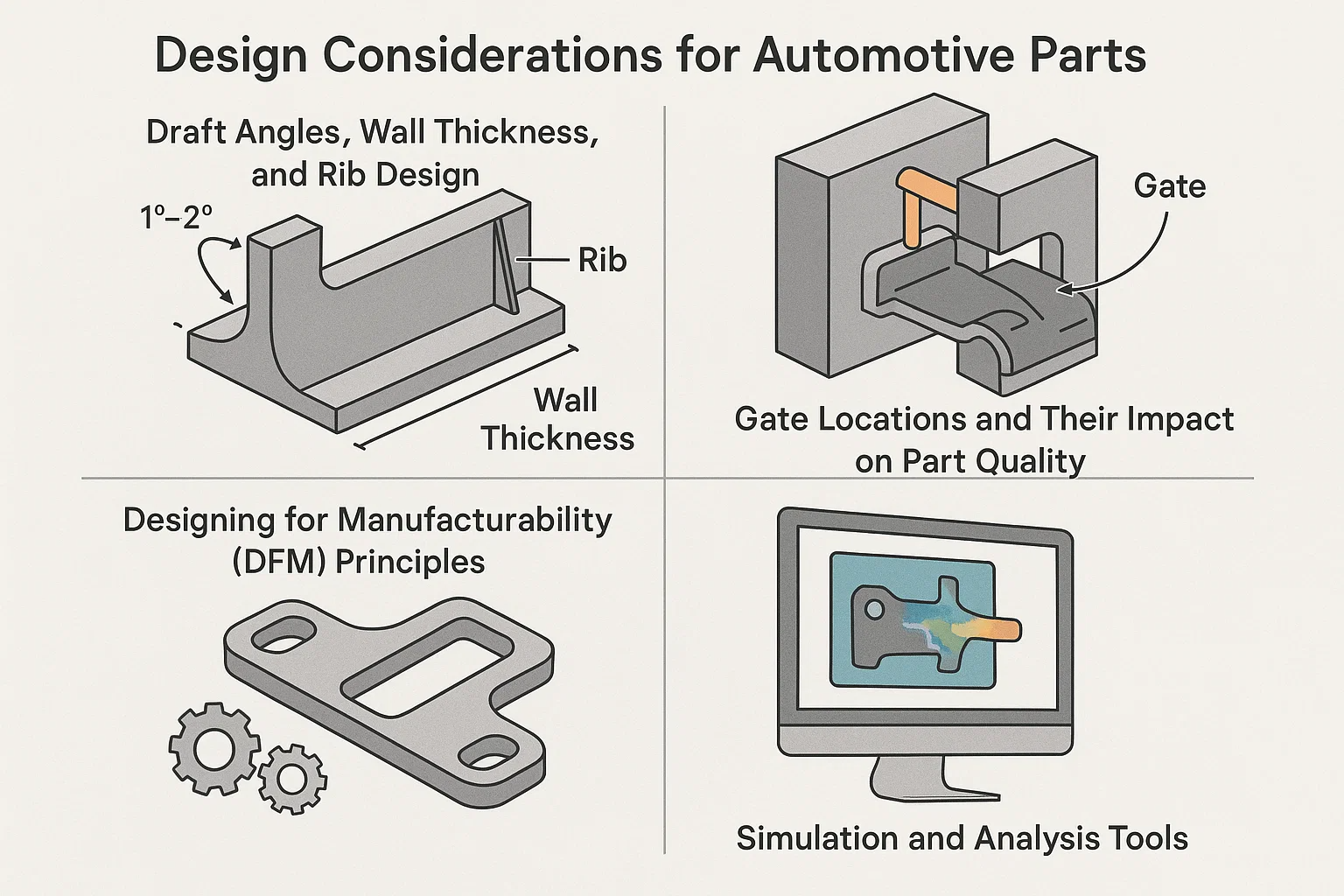
Draf sudut: Ini adalah sedikit penumpang di dinding menegak sebahagian, menjadikannya lebih mudah untuk dikeluarkan dari acuan tanpa kerosakan. Sudut draf tipikal adalah 1-2 darjah. Tanpa draf yang betul, bahagian boleh terjebak dalam acuan, yang membawa kepada masa kitaran yang lebih lama dan kerosakan yang berpotensi pada bahagian atau acuan itu sendiri.
-
Ketebalan dinding: Mengekalkan a Ketebalan dinding yang konsisten adalah salah satu peraturan yang paling kritikal. Ini memastikan penyejukan seragam, yang menghalang warping, tanda tenggelam (lekukan di permukaan), dan tekanan dalaman. Perubahan ketebalan yang mendadak boleh menyebabkan pengecutan yang tidak sekata, yang membawa kepada ikatan yang lemah atau tidak wujud di bahagian yang terlalu tinggi.
-
Reka bentuk tulang rusuk: Rusa adalah nipis, dinding sokongan yang menambah kekakuan dan kekuatan ke bahagian tanpa meningkatkan ketebalan dinding keseluruhannya. Mereka adalah penting untuk integriti struktur dan mencegah warping. Untuk mengelakkan tanda tenggelam di bahagian kosmetik, ketebalan rusuk harus kira-kira 50-60% dari dinding yang disokongnya.
2. Lokasi pintu dan kesannya terhadap kualiti bahagian
Pintu adalah titik di mana plastik cair memasuki rongga acuan. Lokasinya sangat penting untuk aliran bahan, penampilan akhir, dan sifat mekanikalnya.
-
Aliran optimum: Pintu yang diletakkan dengan baik memastikan rongga acuan diisi secara merata dan sepenuhnya. Penempatan pintu yang salah boleh menyebabkan pengisian tidak lengkap (tembakan pendek) , garis aliran , atau garis kimpalan (di mana dua bahagian depan aliran bertemu), yang sering menjadi titik lemah.
-
Meminimumkan kecacatan: Untuk bahagian kosmetik, pintu masuk harus diletakkan di kawasan yang tidak kelihatan atau mudah dipotong untuk mencegah kecacatan. Dalam overmolding, pintu untuk pukulan kedua harus diposisikan untuk membolehkan bahan mengalir dengan lancar dan sepenuhnya di atas substrat tanpa membuat tekanan yang berlebihan yang boleh merosakkannya.
3. Merancang Prinsip Pembuatan (DFM)
DFM adalah pendekatan proaktif untuk reka bentuk produk yang bertujuan untuk mengoptimumkan semua aspek produk untuk memudahkan pembuatan. Dalam sektatau automotif, ini termasuk:
-
Penyatuan bahagian: Merancang satu bahagian yang kompleks untuk menggantikan pelbagai komponen yang lebih kecil, yang mengurangkan masa dan kos pemasangan.
-
Standardisasi: Menggunakan ciri -ciri standard seperti saiz lubang, bos, dan klip yang boleh direplikasi dengan mudah merentasi produk yang berbeza.
-
Analisis Toleransi: Menentukan toleransi yang sesuai yang cukup ketat untuk berfungsi tetapi tidak begitu ketat sehingga mereka meningkatkan kos pembuatan tidak perlu.
4. Alat simulasi dan analisis
Reka bentuk moden disokong oleh perisian lanjutan. Analisis aliran acuan adalah alat simulasi utama yang meramalkan bagaimana plastik cair akan mengalir ke dalam acuan. Ia membantu pereka mengenal pasti isu -isu yang berpotensi seperti tanda tenggelam, meledingkan, dan garisan kimpalan sebelum acuan fizikal pernah dibuat, menjimatkan masa dan wang yang penting. Alat lain boleh mensimulasikan tekanan, getaran, dan prestasi terma untuk memastikan bahagian memenuhi semua keperluan ketahanan.
Aplikasi pengacuan suntikan dan overmolding dalam automotif
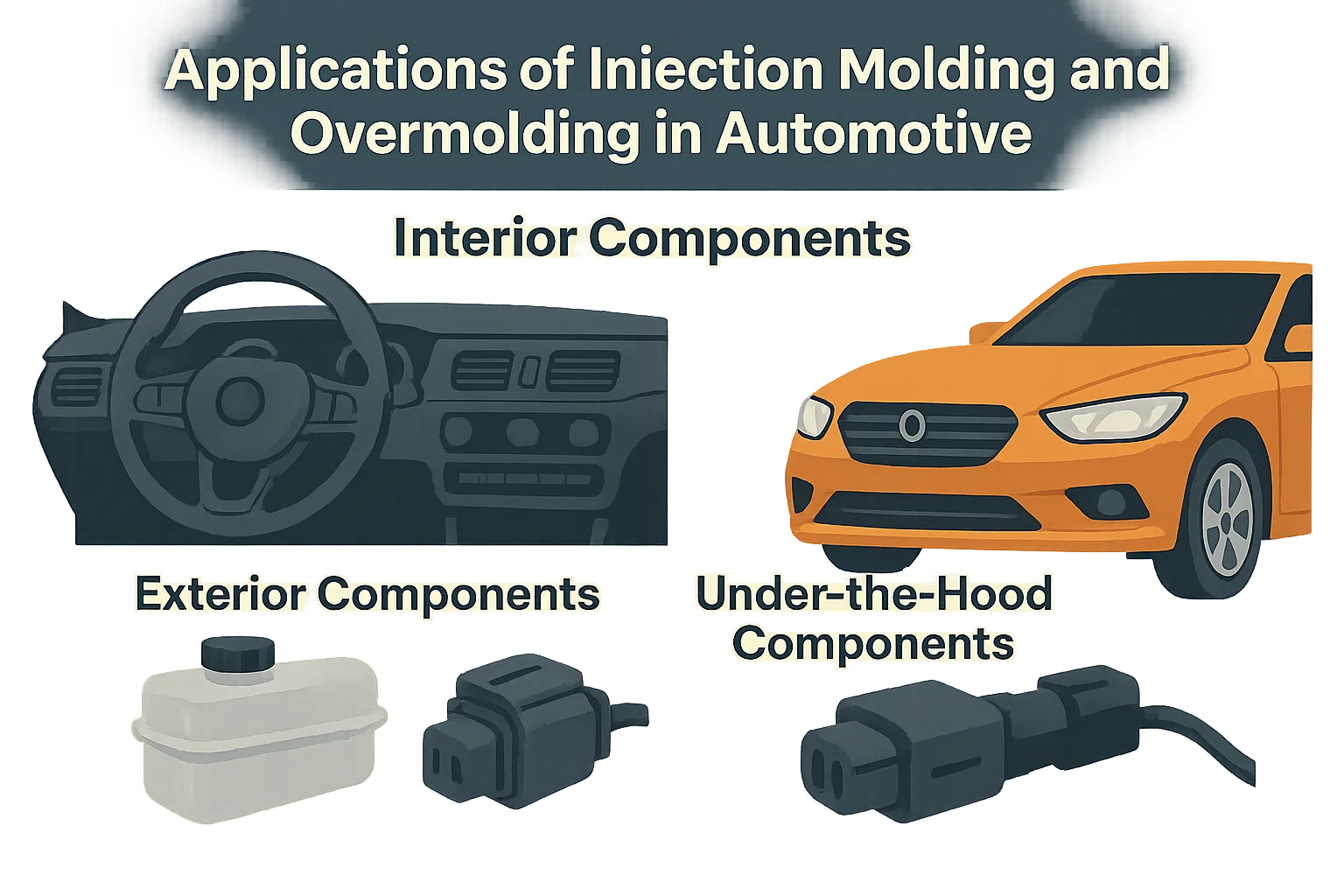
Pencetakan suntikan dan overmolding adalah bahagian penting dalam landskap pembuatan automotif. Mereka membolehkan penciptaan komponen kompleks, ringan, dan tahan lama di seluruh sistem dalaman, luaran, dan di bawah hayat kenderaan.
Komponen dalaman
Bahagian ini memberi tumpuan kepada estetika, ergonomik, dan keselamatan. Pencetakan suntikan dan overmolding membolehkan integrasi ciri-ciri seperti permukaan sentuhan lembut, butang bersepadu, dan bentuk kompleks.
-
Komponen papan pemuka: Panel papan pemuka utama biasanya suntikan dibentuk dari PC/ABS , bahan yang dikenali untuk kestabilan dimensi dan rintangan haba. Tombol, butang, dan kepingan trim hiasan sering menggunakan overmolding untuk menggabungkan teras plastik tegar dengan lembut TPU or Tpe permukaan untuk rasa dan penampilan yang lebih baik.
-
Panel Pintu: Ini biasanya suntikan dibentuk dari polipropilena (pp) , bahan yang ringan dan kos efektif. Overmolding digunakan pada tangan dan mengendalikan genggaman untuk menambah lapisan yang selesa dan lembut.
-
Tombol dan butang: Tombol shift, kawalan radio, dan butang antara muka yang lain adalah calon yang sempurna untuk overmolding. Teras plastik tegar memberikan integriti struktur, sementara lapisan luar TPU or Tpe menawarkan cengkaman yang selesa, tidak slip dan rasa premium.
-
Komponen roda stereng: Inti stereng sering memasukkan logam, tetapi genggaman luar dapat diatasi dengan TPU Untuk menyediakan permukaan yang selesa dan licin.
Komponen luaran
Bahagian luar menuntut ketahanan yang tinggi, rintangan cuaca, dan kemasan yang sempurna.
-
Bumper dan Grilles: Bumper adalah suntikan yang dibentuk dari campuran PP dan EPDM (Ethylene propylene diene monomer), yang memberikan rintangan dan fleksibiliti impak yang sangat baik. Grilles biasanya dibuat dari ABS or PA (nilon) , kerana bahan-bahan ini boleh dilapisi krom atau dicat ke kemasan berkualiti tinggi.
-
Perumahan cermin: Ini biasanya suntikan dibentuk dari ABS , dipilih untuk permukaan licin dan rintangan terhadap kesan.
-
Komponen pencahayaan: Lensa lampu depan dan lampu belakang adalah suntikan ketepatan yang dibentuk dari jelas PC or PMMA (Polymethyl methacrylate), yang menawarkan kejelasan optik yang sangat baik dan rintangan UV. Perumahan cahaya sendiri sering dibuat dari tahan suhu tinggi PC or ABS .
Komponen di bawah hayat
Komponen ini mesti menahan suhu tinggi, getaran, dan pendedahan kepada minyak dan bahan kimia.
-
Takungan cecair: Tangki untuk penyejuk dan cecair mesin basuh kaca adalah suntikan yang dibentuk dari PP , yang ringan dan tahan terhadap kemerosotan kimia.
-
Penyambung dan perumahan: Penyambung elektrik automotif dan perumahan sensor sering suntikan dibentuk dari PA (nilon) kerana kekuatan tinggi dan rintangan terma. Overmolding sangat penting di sini, sebagai bahan sentuhan lembut sering dibentuk di sekitar penyambung untuk membuat meterai kalis air dan debu-bukti, melindungi elektronik dalaman.
Kelebihan menggunakan pengacuan suntikan dan overmolding dalam automotif
Pencetakan suntikan dan overmolding telah menjadi teknologi asas dalam industri automotif kerana kelebihannya yang berbeza terhadap kaedah pembuatan tradisional. Mereka membolehkan gabungan sinergistik prestasi, kecekapan, dan kebebasan reka bentuk yang penting untuk pembangunan kenderaan moden.
Pengurangan berat badan
Salah satu kelebihan yang paling penting ialah pengurangan berat badan . Dengan menggantikan bahagian logam yang lebih berat dengan kekuatan tinggi, plastik ringan, pengeluar secara drastik dapat mengurangkan berat keseluruhan kenderaan. Ini secara langsung diterjemahkan ke:
-
Kecekapan bahan api yang lebih baik: Kenderaan yang lebih ringan memerlukan kurang tenaga untuk bergerak, yang membawa kepada penggunaan bahan api yang lebih rendah untuk kereta enjin pembakaran dalaman.
-
Julat EV yang dilanjutkan: Bagi kenderaan elektrik, badan dan casis yang lebih ringan bermakna kurang tenaga diperlukan dari bateri untuk mengembara jarak yang sama, dengan itu memanjangkan julat kenderaan.
Fleksibiliti reka bentuk
Proses ini menawarkan tiada tandingan fleksibiliti reka bentuk , membolehkan jurutera membuat geometri kompleks dan reka bentuk rumit yang sukar atau mustahil dengan kaedah tradisional seperti stamping atau pemutus.
-
Bentuk Kompleks: Pencetakan suntikan boleh menghasilkan bahagian -bahagian dengan ciri -ciri dalaman, ketebalan dinding yang berbeza -beza, dan lengkung kompleks dalam satu pukulan.
-
Penyatuan bahagian: Overmolding, khususnya, membolehkan integrasi pelbagai fungsi ke dalam satu bahagian. Sebagai contoh, bahagian overmolded tunggal boleh berfungsi sebagai komponen struktur, meterai, dan cengkaman sentuhan lembut, dengan itu mengurangkan bilangan bahagian yang diperlukan dan memudahkan proses pemasangan.
Kecekapan kos
Pencetakan suntikan dan overmolding sangat tinggi kos yang cekap Untuk pengeluaran besar -besaran, keperluan utama industri automotif.
-
Kos rendah setiap bahagian: Walaupun kos perkakas awal untuk acuan boleh tinggi, kos setiap bahagian jatuh secara dramatik dalam pengeluaran volum tinggi.
-
Kos perhimpunan yang dikurangkan: Keupayaan untuk menyatukan pelbagai bahagian ke dalam satu, terutamanya dengan overmolding, dengan ketara mengurangkan buruh dan masa yang dibelanjakan untuk perhimpunan. Ini menyelaraskan garis pembuatan dan menurunkan kos pengeluaran keseluruhan.
-
Sisa minimum: Proses -proses ini menghasilkan sisa bahan yang sangat sedikit, kerana mana -mana plastik yang berlebihan (pelari dan spru) sering boleh dijadikan semula dan digunakan semula.
Ketahanan dan prestasi
Komponen automotif plastik direkayasa untuk memenuhi keperluan prestasi yang ketat.
-
Kakisan dan rintangan kimia: Tidak seperti logam, plastik tidak berkarat, dan gred tertentu sangat tahan terhadap bahan kimia, minyak, dan bahan api yang terdapat di bawah tudung.
-
Rintangan Kesan: Bahan -bahan seperti ABS dan PC dipilih secara khusus untuk kekuatan impak yang tinggi, memberikan perlindungan kritikal untuk komponen dalaman dan luaran.
-
Getaran dan bunyi bising: Overmolding dengan bahan -bahan lembut seperti TPE dapat mengurangkan getaran dan mengurangkan bunyi bising, yang membawa kepada perjalanan yang lebih tenang dan lebih selesa.
Kawalan dan ujian kualiti
Memandangkan peranan kritikal yang dimainkan oleh komponen automotif dalam keselamatan dan prestasi kenderaan, kawalan kualiti yang ketat tidak boleh dirunding. Pengilang mesti mematuhi piawaian yang ketat untuk memastikan setiap bahagian memenuhi keperluan tertentu untuk ketepatan dimensi, sifat bahan, dan ketahanan.
Kepentingan kawalan kualiti dalam pembuatan bahagian automotif
Industri automotif beroperasi di bawah mentaliti sifar. Satu komponen yang rosak boleh menyebabkan pengimbasan kenderaan, kerugian kewangan yang ketara, dan, yang paling penting, meletakkan keselamatan pemandu dan penumpang berisiko. Kawalan kualiti yang berkesan disepadukan sepanjang proses pembuatan keseluruhan, dari pemilihan bahan hingga pemeriksaan bahagian akhir. Ia memastikan bahawa setiap bahagian boleh dipercayai, konsisten, dan berfungsi seperti yang direka di bawah pelbagai keadaan operasi.
Kaedah Ujian: Ketepatan, Kekuatan, dan Ketahanan Dimensi
Pelbagai kaedah ujian yang canggih digunakan untuk mengesahkan kualiti suntikan yang dibentuk dan overmolded bahagian:
-
Ketepatan dimensi:
-
CMM (Koordinat Mesin Pengukur): Alat yang sangat tepat ini menggunakan siasatan untuk mengukur dimensi fizikal bahagian, memastikan ia sepadan dengan model CAD asal dengan toleransi yang sangat ketat.
-
Pengimbas optik: Pengimbas bukan hubungan menangkap berjuta-juta titik data untuk mencipta model 3D bahagian, yang kemudiannya dibandingkan dengan cetak biru digital untuk memeriksa penyimpangan.
-
-
Kekuatan dan ketahanan:
-
Ujian tegangan dan kesan: Ujian ini mengukur keupayaan bahan untuk menahan daya tarikan dan kesan mendadak. Mereka sangat penting untuk bahagian -bahagian seperti bumper dan trim dalaman.
-
Ujian kupas dan ricih: Bagi bahagian -bahagian overmolded, ujian ini adalah penting untuk menilai kekuatan bon antara kedua -dua bahan. "Ujian kulit" mengukur daya yang diperlukan untuk memisahkan overmold dari substrat, manakala "ujian ricih" mengukur daya yang diperlukan untuk meluncurkan satu bahan dari yang lain.
-
-
Rintangan Alam Sekitar dan Kimia:
-
Berbasikal termal: Bahagian tertakluk kepada kitaran berulang suhu panas dan sejuk yang melampau untuk mensimulasikan keadaan dunia sebenar dan memeriksa kegagalan warping atau bon.
-
Pendedahan Kimia: Komponen diuji dengan cecair automotif biasa seperti minyak, cecair brek, dan agen pembersih untuk memastikan mereka tidak merendahkan dari masa ke masa.
-
Piawaian dan pensijilan: IATF 16949, dll.
Untuk memastikan kualiti yang konsisten merentasi rantaian bekalan, industri automotif bergantung pada piawaian dan pensijilan tertentu.
-
IATF 16949: Ini adalah standard pengurusan kualiti global untuk industri automotif. Pensijilan menunjukkan komitmen pembekal untuk penambahbaikan berterusan, pencegahan kecacatan, dan pengurangan variasi dan sisa.
-
ISO 9001: Walaupun bukan khusus automotif, standard pengurusan kualiti yang lebih luas ini sering menjadi prasyarat untuk IATF 16949 dan menunjukkan komitmen syarikat terhadap proses kualiti.
Trend masa depan dalam pengacuan suntikan automotif dan overmolding
Industri automotif berada dalam keadaan evolusi yang berterusan, didorong oleh peralihan ke arah kenderaan elektrik, memandu autonomi, dan pembuatan mampan. Teknologi pengacuan suntikan dan overmolding menyesuaikan diri dengan perubahan ini, dengan beberapa trend utama membentuk masa depan mereka.
1. Penggunaan bahan kitar semula dan bio
Memandangkan peraturan alam sekitar menjadi lebih ketat, terdapat permintaan yang semakin meningkat untuk bahan -bahan yang mampan.
-
Plastik kitar semula: Pengeluar semakin menggunakan plastik kitar semula, seperti pp kitar semula and Haiwan kesayangan , untuk menghasilkan komponen bukan struktur. Ini mengurangkan sisa dan menurunkan jejak karbon pengeluaran.
-
Bahan berasaskan bio: Industri ini meneroka bahan -bahan yang diperoleh daripada sumber yang boleh diperbaharui seperti jagung atau selulosa. Plastik berasaskan bio ini menawarkan alternatif yang lebih hijau kepada polimer berasaskan petroleum tradisional dan sangat menarik untuk trim dan komponen dalaman.
2. Kemajuan dalam Teknologi Molding
Teknologi baru membuat proses pencetakan lebih cekap, tepat, dan mampu menghasilkan bahagian yang lebih kompleks.
-
Pencetakan suntikan tekanan tinggi: Teknik ini membolehkan penciptaan bahagian berdinding nipis tanpa mengorbankan kekuatan, seterusnya menyumbang kepada pengurangan berat badan kenderaan.
-
Digitalisasi dan automasi: Penyepaduan sistem robotik dan AI yang didorong oleh AI membawa kepada sel pengacuan suntikan automatik sepenuhnya. Sistem ini boleh menyesuaikan diri dengan parameter proses, melakukan pemeriksaan kualiti masa nyata, dan mengoptimumkan masa kitaran, mengurangkan kesilapan manusia dan meningkatkan kecekapan.
-
Pencetakan suntikan mikro: Teknologi ini boleh menghasilkan komponen plastik yang sangat kecil dan tepat, yang penting untuk pengurangan sensor elektronik dan penyambung dalam kereta moden.
3. Integrasi teknologi pintar di bahagian acuan
Masa depan bahagian automotif terletak pada keupayaan mereka untuk menjadi "pintar" dan interaktif.
-
Elektronik dalam acuan (IME): Teknologi pecah tanah ini membolehkan litar elektronik dan sensor dibentuk terus ke bahagian plastik. Ini membolehkan penciptaan kawalan papan pemuka yang lancar, bersepadu, sistem pencahayaan, dan permukaan sensitif sentuhan. IME mengurangkan masa pemasangan, menurunkan berat badan, dan membuka kemungkinan baru untuk reka bentuk dalaman.
-
Sensor dan penggerak: Sensor miniatur untuk suhu, tekanan, dan kedudukan boleh dimasukkan ke dalam pelbagai komponen, menyediakan data masa nyata untuk sistem kawalan kenderaan. Ini adalah penting untuk pembangunan sistem bantuan pemandu maju (ADAS) dan kenderaan autonomi.
Kajian Kes: Aplikasi automotif yang berjaya
Kuasa sebenar pencetakan suntikan dan overmolding paling baik ditunjukkan melalui aplikasi dunia yang berjaya. Kajian kes ini menyerlahkan bagaimana teknologi ini menyelesaikan cabaran reka bentuk dan pembuatan yang kompleks, memberikan prestasi unggul, estetika, dan kecekapan kos.
1. Penyambung automotif yang terlebih dahulu
Cabaran: Penyambung automotif, terutamanya di teluk enjin, mesti dimeteraikan sepenuhnya terhadap kelembapan, habuk, dan bahan kimia. Secara tradisinya, ini dicapai dengan menggunakan gasket getah berasingan, yang menambah langkah pemasangan manual dan merupakan titik kegagalan yang berpotensi.
Penyelesaian: A overmolding dwi-material proses telah dilaksanakan. Plastik tahan haba yang tegar, seperti Polyamide (PA) or PBT , digunakan untuk membentuk badan utama penyambung. Yang lembut, tahan kimia Elastomer termoplastik (TPE) or LSR (getah silikon cecair) kemudiannya dilancarkan terus ke perumahan penyambung untuk membentuk meterai bersepadu yang tetap.
Faedah yang dicapai:
-
Ketahanan yang dipertingkatkan: Meterai bersepadu memberikan perlindungan yang lebih baik terhadap faktor persekitaran, mencegah seluar pendek dan kakisan.
-
Pengurangan kos: Dengan menghapuskan keperluan gasket berasingan dan langkah pemasangan manual, kos pembuatan dikurangkan dengan ketara.
-
Kebolehpercayaan yang lebih baik: Bon kimia dan mekanikal yang kekal di antara kedua -dua bahan memastikan meterai tidak akan gagal atau melepaskan di bawah perubahan getaran atau suhu.
2. Panel pintu dalaman
Cabaran: Panel pintu moden memerlukan gabungan bingkai struktur yang tegar dan sentuhan lembut, estetika yang menyenangkan. Mewujudkan ini dengan pelbagai bahagian dan pelekat adalah kompleks, berat, dan mahal.
Penyelesaian: An pengacuan suntikan Pendekatan menggunakan bahan yang berbeza telah digunakan. Struktur panel pintu utama adalah suntikan yang dibentuk dari ringan Polipropilena (pp) . Bagi kawasan yang memerlukan rasa premium, seperti tempat letak tangan, bahan sentuhan lembut khusus sama ada overmolded ke bingkai PP atau seluruh panel diliputi dalam filem atau filem seperti kulit semasa proses pencetakan ( Pelabelan dalam acuan ).
Faedah yang dicapai:
-
Pengurangan berat badan: Penggunaan PP ringan membantu mengurangkan berat kenderaan keseluruhan, menyumbang kepada kecekapan bahan api yang lebih baik.
-
Kualiti estetik: Proses ini membolehkan penamat yang berkualiti tinggi dan berkualiti tinggi tanpa lipatan atau jurang yang kelihatan antara bahagian yang tegar dan lembut.
-
Penyatuan bahagian: Dengan mengintegrasikan permukaan sentuhan lembut terus ke dalam panel, bilangan bahagian dan masa pemasangan dikurangkan.
3. Lensa lampu depan berprestasi tinggi
Cabaran: Lensa lampu perlu jelas untuk memaksimumkan output cahaya, sangat tahan lama untuk menahan kesan dan calar, dan dapat menahan radiasi UV tanpa menguning. Kaca terlalu berat dan terdedah kepada menghancurkan.
Penyelesaian: Ketepatan tinggi pengacuan suntikan dengan Polikarbonat (PC) digunakan. Proses ini membolehkan penciptaan bentuk lensa yang kompleks dan optik jelas dengan prisma dalaman yang rumit dan panduan cahaya dalam satu pukulan. Salutan tahan UV yang keras kemudian digunakan pada lensa yang dibentuk untuk melindunginya dari kerosakan dan kemerosotan alam sekitar.
Faedah yang dicapai:
-
Kejelasan Optik: Teknik pencetakan ketepatan memastikan kemasan yang sempurna, memaksimumkan penghantaran cahaya dan kawalan rasuk.
-
Keselamatan dan Ketahanan: PC menawarkan rintangan impak yang luar biasa, melindungi perhimpunan lampu dari serpihan jalan.
-
Kebebasan reka bentuk: Pencetakan suntikan membolehkan reka bentuk kanta unik dan kompleks yang menyumbang kepada identiti estetik kenderaan.

