
Pengenalan: Lebih Daripada Sekadar “Sentuhan Lembut”
Fikirkan tentang kali terakhir anda mengambil alat kuasa berkualiti tinggi atau berus gigi premium. Anda mungkin merasakan struktur plastik yang keras dan kukuh di bawahnya, tetapi tangan anda diletakkan pada permukaan getah yang lembut dan mencengkam. Ia tidak terasa seperti dua bahagian berasingan dilekatkan bersama; ia terasa seperti satu objek yang bersatu.
Itulah kuasa habismolding .
Dalam dunia pembuatan tersuai, kita sering terpaksa memilih antara ketahanan dan keselesaan, atau antara fungsi dan estetika. Overmolding menghilangkan pilihan itu. Ia membolehkan pereka bentuk menggabungkan berbilang bahan menjadi satu bahagian, menggabungkan integriti struktur plastik tegar dengan faedah sentuhan elastomer lembut.
Tetapi overmolding bukan hanya untuk membuat sesuatu terasa menyenangkan. Bagi jurutera dan pembeli B2B, ia mewakili keputusan pembuatan strategik yang boleh memudahkan talian pemasangan, menutup kelembapan dan menyerap getaran—selalunya sambil mengurangkan jumlah kos pengeluaran.
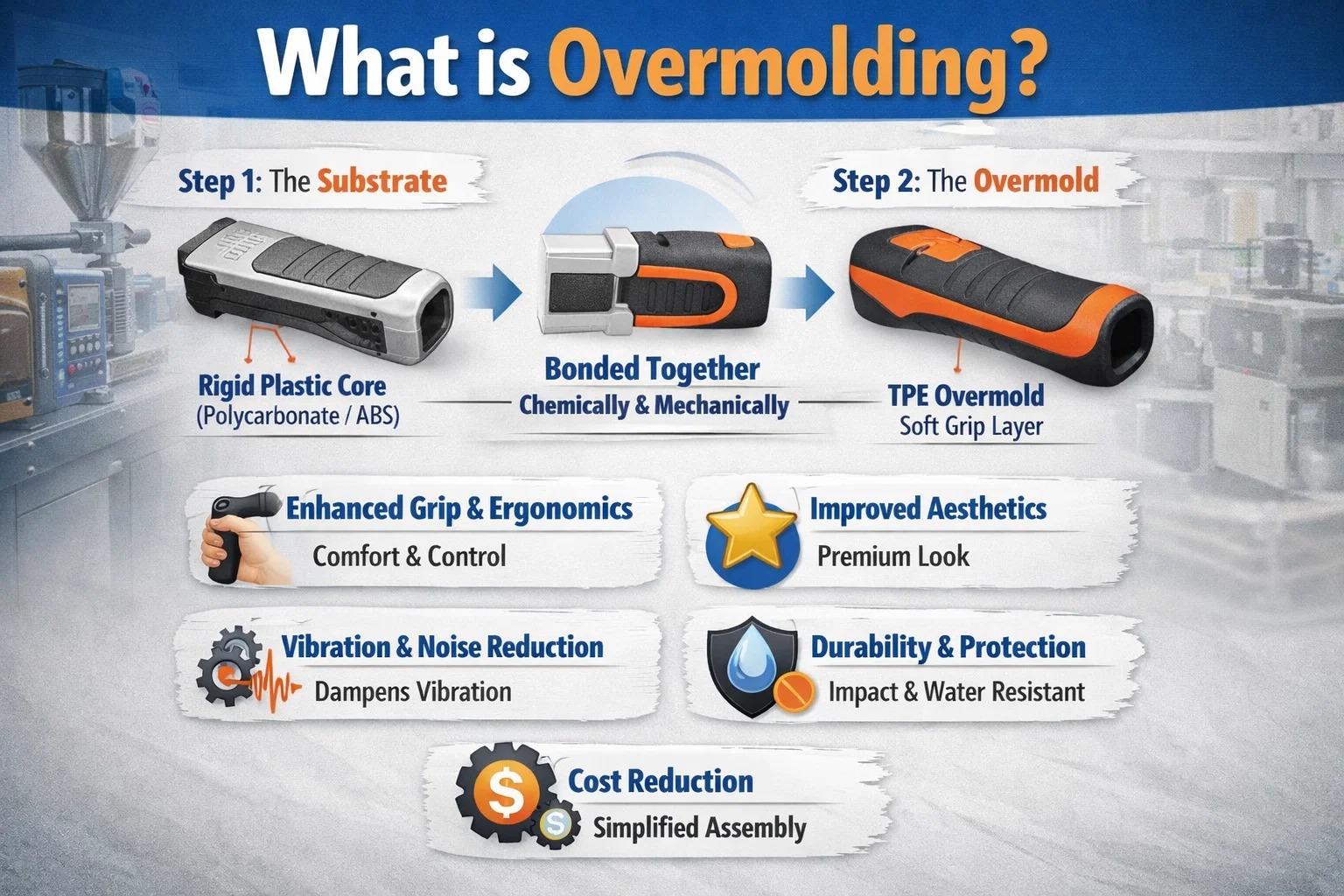
Apakah Overmolding?
Pada terasnya, overmolding ialah proses pengacuan suntikan di mana satu bahan (biasanya getah lembut atau elastomer termoplastik) dibentuk terus ke bahan kedua (biasanya plastik tegar).
Adalah berguna untuk menganggapnya sebagai hubungan dua langkah:
- Substrat: Ini adalah bahagian asas. Ia biasanya plastik tegar seperti Polikarbonat atau ABS yang menyediakan "rangka" atau struktur.
- Overmold: Ini adalah bahan yang dibentuk over substrat. Ia bertindak sebagai "kulit", memberikan cengkaman, warna, atau perlindungan.
Tidak seperti pemasangan mudah di mana anda mungkin mengetatkan bampar getah pada kotak plastik, overmolding menghasilkan ikatan kekal. Ikatan ini dicapai sama ada secara kimia (bahan-bahan cair bersama-sama pada tahap molekul) atau secara mekanikal (acuan berlebihan mengalir ke bahagian bawah dan lubang dalam substrat untuk mengunci dirinya sendiri).
Faedah Overmolding
Mengapa perlu melalui masalah mereka bentuk acuan dua pukulan atau menguruskan dua bahan berbeza? Kerana hasil dalam nilai produk adalah besar. Inilah sebab mengapa pengeluar memilih overmolding untuk bahagian tersuai mereka:
1. Cengkaman dan Ergonomik yang Dipertingkatkan
Ini adalah faedah yang paling ketara. Jika anda mereka bentuk peranti pegang tangan—sama ada alat pembedahan atau pengimbas kod bar—keletihan pengguna adalah isu sebenar. Pemegang plastik yang tegar menjadi licin apabila basah atau berpeluh. Mengacu pada lapisan TPE (Elastomer Termoplastik) menambahkan geseran dan kelembutan, menjadikan produk lebih selamat dan lebih selesa untuk dipegang untuk jangka masa yang lama.
2. Peningkatan Estetika dan Penjenamaan
Jujurlah: penampilan penting. Penutup plastik kelabu biasa kelihatan berfungsi, tetapi ia tidak menjerit "premium." Overmolding membolehkan anda menggunakan warna dan tekstur yang berbeza. Anda boleh menambah bampar getah jingga terang pada selongsong hitam untuk menyerlahkan warna jenama atau menunjukkan titik sentuh. Ia memberikan produk penampilan yang siap, mewah yang menonjol di rak.
3. Pengurangan Getaran dan Bunyi
Dalam aplikasi perindustrian atau dalaman automotif, bahagian yang bergegar adalah tanda kualiti yang rendah. Lapisan overmolded lembut boleh bertindak sebagai penyerap hentak terbina dalam. Ia melembapkan getaran daripada motor dan menghalang bunyi plastik pada plastik, melindungi elektronik dalaman yang halus daripada kerosakan kejutan.
4. Peningkatan Ketahanan dan Perlindungan
Overmolding berkesan mencipta meterai. Dengan membentuk bahan lembut di atas butang atau jahitan, anda boleh membuat peranti kalis air atau kalis habuk tanpa memerlukan cincin-o atau gasket yang berasingan. Ia juga menyediakan rintangan hentaman; jika peranti dijatuhkan, acuan lebihan lembut menyerap tenaga hentaman, melindungi teras tegar daripada retak.
5. Pengurangan Kos Melalui Permudahan Pemasangan
Ini mungkin kelihatan berlawanan dengan intuisi—bukankah overmolding memerlukan perkakas yang lebih mahal? Pada mulanya, ya. Walau bagaimanapun, overmolding menghapuskan langkah pemasangan sekunder. Anda tidak perlu membayar pekerja untuk melekatkan cengkaman pada pemegang atau skru dalam gasket. Dengan menyepadukan ciri-ciri ini ke dalam proses pengacuan itu sendiri, anda mengurangkan kos buruh, menghapuskan keperluan untuk pelekat (yang tidak kemas dan boleh gagal), dan mempercepatkan masa pengeluaran keseluruhan.
Tempat Anda Akan Melihat Overmolding
Sebaik sahaja anda mula mencari overmolding, anda menyedari ia ada di mana-mana. Industri yang berbeza menggunakannya untuk sebab yang sangat berbeza, tetapi matlamatnya adalah sentiasa untuk meningkatkan pengalaman pengguna.
- Industri Automotif: Ini semua tentang "rasa premium" dan pengurangan hingar. Tombol sentuhan lembut pada papan pemuka anda? Itu overmolding. Ia menghilangkan bunyi plastik yang murah dan hampa dan memberikan cengkaman sentuhan yang terasa mewah.
- Peranti Perubatan: Di sini, fungsi memerintah atas bentuk. Pakar bedah memerlukan instrumen yang tidak akan tergelincir apabila basah. Tambahan pula, overmolding menghilangkan celah-celah tempat bakteria boleh bersembunyi, menjadikan pensterilan lebih mudah dan lebih berkesan.
- Elektronik Pengguna: Fikirkan sarung telefon pintar anda atau pembesar suara Bluetooth kalis air. Overacuan menyediakan perlindungan hentaman yang diperlukan untuk bertahan daripada setitik dan pengedap yang diperlukan untuk menghalang air keluar.
- Alat Perindustrian: Gerudi kuasa dan tukul boleh dipukul. Overacuan menggunakan bahan tahan hentaman untuk melindungi perumah motor alat dan mengurangkan pemindahan getaran ke tangan pekerja, mengelakkan kecederaan dalam syif yang lama.
Bahan Overacuan: Kimia Ikatan
Di sinilah getah—secara harfiah—bertemu dengan jalan raya.
Anda boleh mereka bentuk bahagian yang cantik dengan geometri yang sempurna, tetapi jika anda memilih bahan yang tidak serasi secara kimia, acuan berlebihan akan terkelupas seperti pelekat. overmolding yang berjaya adalah eksperimen kimia. Anda memerlukan substrat (bahagian tegar) dan acuan berlebihan (bahagian lembut) untuk mahu melekat bersama.
Berikut ialah pemain yang paling biasa dalam permainan:
1. Termoplastik (Pilihan Paling Biasa)
Untuk sebahagian besar bahagian tersuai, anda akan berurusan dengan Elastomer Termoplastik (TPE) atau Poliuretana Termoplastik (TPU).
- TPE (Elastomer Termoplastik): Ini adalah tenaga kerja industri. Ia serba boleh, mudah diwarnakan dan terasa lembut untuk disentuh. Ia terikat dengan baik dengan plastik biasa seperti Polikarbonat (PC) dan ABS. Jika anda membuat cengkaman berus gigi atau pemegang lembut, TPE berkemungkinan besar adalah pertaruhan terbaik anda.
- TPU (Poliuretana Termoplastik): Jika TPE ialah pilihan "lembut lembut", TPU ialah "lelaki yang tegar". Ia menawarkan ketahanan yang luar biasa terhadap lelasan, calar, dan bahan kimia. Anda akan sering melihat TPU digunakan pada bahagian bawah bekas elektronik atau peralatan industri yang diseret merentasi permukaan kasar.
- TPV (Termoplastik Vulkanisasi): Bahan ini lebih dekat dengan getah sebenar. Ia mempunyai rintangan haba dan rintangan cuaca yang sangat baik, menjadikannya sempurna untuk bahagian automotif bawah hud atau pengedap luar.
2. Termoset (Getah dan Silikon)
Kadangkala, termoplastik tidak mencukupi. Anda mungkin memerlukan rintangan haba melampau atau biokeserasian silikon (LSR) atau getah asli.
- Getah Silikon Cecair (LSR): LSR ialah piawaian emas untuk implan perubatan dan peralatan memasak haba tinggi. Walau bagaimanapun, ia adalah rumit. Kerana silikon menyembuhkan (pautan silang) dan bukannya hanya cair, ia secara semula jadi tidak mahu terikat dengan banyak plastik. Silikon overmolding biasanya memerlukan gred "ikatan diri" khusus atau interlock mekanikal (lubang dan penambat) dalam reka bentuk untuk menahannya di tempatnya.
Cara Memilih Bahan Yang Tepat
Apabila pelanggan kami datang kepada kami dengan projek, kami mulakan dengan bertanya empat soalan untuk mengecilkan senarai bahan:
1. Apakah Substrat?
Ini adalah kekangan yang paling kritikal. Jika bahagian asas anda adalah Nylon, anda memerlukan TPE yang dirumus khusus untuk mengikat dengan Nylon. Jika bahagian asas anda ialah Polipropilena, anda memerlukan TPE yang berbeza. Kita sering berkata, "Suka suka suka." Bahan kutub terikat paling baik dengan bahan kutub lain.
2. Apakah Alam Sekitar?
Adakah bahagian ini akan digunakan di dalam pejabat berhawa dingin, atau adakah ia akan dipasang pada blok enjin? Jika ia perlu menahan pendedahan UV yang tinggi (di luar) atau minyak dan gris (automotif), TPE standard mungkin merosot. Dalam kes tersebut, anda mungkin beralih kepada TPV atau TPU.
3. Seberapa Lembut Patutnya Rasanya?
Kami mengukur kekerasan menggunakan Pantai A skala.
- Pantai 30A-40A: Sangat lembut, seperti gel (seperti insole kasut gel).
- Pantai 60A-70A: Tegas tetapi fleksibel (seperti tayar kereta atau tumit kasut).
- Pantai 90A: Keras, hampir tidak memberi (seperti roda troli beli-belah).
Kebanyakan genggaman tangan terletak dengan selesa dalam julat 50A–70A.
4. Geseran dan Haptik
Adakah anda mahu cengkaman berasa "melekit" (geseran tinggi) atau "sutera" (geseran rendah)? Cengkaman geseran tinggi sangat bagus untuk tukul, tetapi mengerikan untuk peranti yang perlu meluncur dengan mudah ke dalam poket.
Nota tentang Keserasian Ikatan
Jika anda tidak mengambil apa-apa lagi daripada bahagian ini, ingat ini: Lekatan kimia adalah raja.
Walaupun kami boleh mereka bentuk kunci mekanikal (lebih lanjut mengenai itu dalam bahagian Reka Bentuk), ikatan kimia sebenar mencipta bahagian yang paling kuat.
- Kawan Karib: ABS dan Polikarbonat umumnya terikat dengan baik dengan TPE dan TPU.
- Hubungan Sukar: Nylon (PA) dan POM (Acetal) terkenal sukar untuk diikat. Mereka selalunya memerlukan gred khusus, bahan acuan yang lebih mahal untuk mencapai lekatan.
Proses Overmolding: Dua Cara untuk Menyiapkan Kerja
Apabila anda membuat keputusan untuk membentuk bahagian, anda perlu memilih kaedah pembuatan. Pilihan ini biasanya mengikut belanjawan anda dan volum pengeluaran anda.
Secara umumnya terdapat dua cara kita mencapai overmolding:
1. Insert Molding (Pilihan Fleksibel)
Insert Molding adalah kaedah yang paling biasa untuk volum pengeluaran yang lebih rendah atau apabila acuan terlampau pada bahagian logam.
Cara ia berfungsi:
- Substrat (bahagian tegar) dibentuk terlebih dahulu dalam mesin yang berasingan.
- Seorang pekerja (atau robot) mengambil bahagian tegar yang telah siap itu dan meletakkannya dengan tangan ke dalam a kedua rongga acuan.
- Mesin ditutup, dan TPE lembut disuntik ke atas bahagian tegar.
Kelebihan: Kos perkakas yang lebih rendah (anda menggunakan mesin standard).
Keburukan: Kos buruh yang lebih tinggi (seseorang perlu memindahkan bahagian) dan masa kitaran yang lebih perlahan.
2. Pengacuan Dua Pukulan (2K) (Pilihan Kelajuan Tinggi)
Jika anda membuat berjuta-juta berus gigi atau pisau cukur pakai buang, ini adalah cara anda melakukannya. Pengacuan dua pukulan memerlukan mesin khusus dengan dua unit suntikan.
Cara ia berfungsi:
- Mesin menyuntik plastik tegar untuk membentuk substrat.
- Acuan mencipta ruang—biasanya dengan berputar 180 darjah atau menggunakan teras keluli gelongsor—dan segera menyuntik bahan kedua (TPE) ke dalam alat yang sama.
- Bahagian itu keluar sepenuhnya.
Kelebihan: Kualiti yang sangat pantas, tepat dan konsisten. Tiada pengendalian manual bermakna kurang pencemaran.
Keburukan: Alat itu mahal. Anda membayar untuk acuan yang kompleks, berputar dan mesin khusus.
Pertimbangan Reka Bentuk: Cara Mengelakkan Kekacauan
Mereka bentuk untuk overmolding adalah lebih rumit daripada acuan suntikan standard. Anda bukan sahaja menguruskan aliran satu bahan; anda sedang menguruskan interaksi dua bahan dengan sifat terma yang berbeza.
Berikut ialah "Peraturan Emas" yang kami berikan kepada pelanggan kejuruteraan kami untuk memastikan reka bentuk mereka boleh dibuat.
1. Ketebalan Dinding adalah Kritikal
Sama seperti dalam acuan standard, konsistensi adalah kunci. Jika lapisan TPE anda terlalu tebal, ia akan mengecut dengan ketara apabila ia sejuk. Sejak substrat tegar di bawahnya tidak akan mengecut sama banyak, ini menyebabkan keseluruhan bahagian meledingkan atau tunduk.
- Peraturannya: Pastikan ketebalan dinding TPE seragam. Kami biasanya mengesyorkan ketebalan TPE antara 0.5mm dan 3.0mm . Apa-apa yang lebih tebal mengundang kesan tenggelam dan meledingkan.
2. Gunakan Jalinan Mekanikal (Pendekatan “Tali Pinggang dan Penggantung”)
Walaupun bahan anda serasi secara kimia, kami sentiasa mengesyorkan mereka bentuk interlock mekanikal . Ini ialah ciri fizikal yang memerangkap bahan acuan terlalu lama supaya ia tidak boleh terkelupas.
Fikirkan ia seperti membutang baju. Lekatan kimia adalah fabrik; interlock adalah butang.
- lubang: Jika anda mereka bentuk lubang dalam substrat, TPE mengalir ke bahagian lain, pada dasarnya "berkembang" keluar untuk mengunci dirinya sendiri.
- Potongan bawah: Buat dovetail atau alur di bahagian tegar yang mengalir ke TPE.
- sampul: Hanya membungkus TPE di sekeliling tepi bahagian ke bahagian belakang menghasilkan sauh fizikal.
3. Uruskan "Matikan"
"Matikan" ialah garisan pada bahagian anda di mana bahan lembut berhenti dan plastik keras bermula. Ini adalah tempat yang paling biasa untuk kecacatan.
- Jika alat keluli tidak menekan substrat dengan cukup kuat, TPE bertekanan tinggi akan memancut melepasi garisan, menghasilkan "denyar" hodoh.
- Petua Reka Bentuk: Reka bentuk alur atau langkah pada garisan tutup. Ia menghasilkan peralihan yang bersih dan bersih dan membantu alat keluli mengelak rapat pada plastik untuk mengelakkan berkelip.
4. Jangan Berbulu Tepi
Elakkan mereka bentuk lapisan TPE untuk mengecil kepada ketebalan sifar ("tepi bulu"). Getah nipis lemah. Ia akan mengelupas, melengkung dan koyak hampir serta-merta.
- Pembaikan: Sentiasa tamatkan lapisan TPE secara tiba-tiba dalam alur atau siram dengan dinding. Berikan bahan ketebalan yang cukup (sekurang-kurangnya 0.5mm) sehingga ke tepi supaya ia mempunyai integriti struktur.
Penyelesaian masalah: Apabila Masalah Berlaku
Malah jurutera berpengalaman menghadapi masalah dengan overmolding. Kerana anda bergelut dengan dua bahan yang berbeza dan dinamik terma, margin untuk ralat adalah lebih kecil daripada dalam acuan standard. Berikut ialah tiga kecacatan yang paling biasa yang kita lihat dan cara membetulkannya.
1. Delaminasi (Mengelupas)
Gejalanya: Acuan lebih lembut mengelupas substrat tegar seperti pelekat.
Puncanya: Ini hampir selalu merupakan ketidakserasian kimia atau "substrat sejuk." Jika bahagian tegar menyejuk terlalu banyak sebelum bahan lembut mengenainya, ikatan molekul tidak akan terbentuk.
Pembaikan:
- Semak Keserasian: Adakah anda cuba mengikat TPE kepada Nylon tanpa agen pengikat?
- Panaskan Substrat: Dalam pengacuan sisipan, kami sering memanaskan bahagian tegar di dalam ketuhar sebelum meletakkannya di dalam acuan. Ini membantu kedua-dua bahan bercantum dengan lebih baik.
2. Denyar (The Messy Edge)
Gejalanya: Lebihan bahan nipis memancut keluar melepasi garisan reka bentuk yang dimaksudkan.
Puncanya: TPE selalunya sangat cair (kelikatan rendah). Jika alat keluli tidak dimatikan dengan sempurna terhadap substrat tegar, TPE akan terlepas.
Pembaikan: Anda memerlukan kesesuaian "menghancurkan". Alat keluli harus direka bentuk untuk menekan ke dalam substrat sedikit (kira-kira 0.002 inci) untuk membuat pengedap yang ketat.
3. Pukulan Pendek
Gejalanya: Acuan tidak mengisi sepenuhnya; bahagian cengkaman hilang.
Puncanya: Udara terperangkap. Apabila TPE mengalir ke atas substrat, udara boleh terperangkap pada hujung isian, menghalang bahan daripada melengkapkan bentuk.
Pembaikan: Memperbaiki pengudaraan dalam acuan. Udara memerlukan cara untuk melarikan diri supaya plastik dapat mengisi kekosongan.
Realiti Kos: Adakah Overmolding Berbaloi?
Mari bercakap nombor. Pembeli B2B sering teragak-agak apabila mereka melihat petikan awal untuk overmolding.
Pelaburan Pendahuluan
Ya, overmolding mahal pada mulanya.
- Perkakas: Anda pada asasnya membayar untuk dua acuan (atau satu acuan 2 pukulan yang sangat kompleks). Jangkakan kos perkakas 50% hingga 100% lebih tinggi daripada acuan satu pukulan standard.
- Masa Mesin: Jika anda menggunakan mesin 2 pukulan, kadar setiap jam adalah lebih tinggi daripada mesin penekan standard.
Simpanan Jangka Panjang
Walau bagaimanapun, "kejutan pelekat" biasanya hilang apabila anda melihat pada Jumlah Kos Pemilikan .
- Buruh Perhimpunan Sifar: Anda menghapuskan kos buruh untuk merekat, skru atau mencantum bahagian bersama-sama.
- Tiada Pelekat: Anda berhenti membeli gam dan primer industri yang mahal.
- Kawalan Kualiti: Anda menghapuskan risiko ralat pemasangan (cth., pekerja terlupa memasang gasket).
Keputusan: Jika anda menghasilkan volum rendah (di bawah 1,000 unit), acuan berlebihan mungkin berlebihan—berpegang pada pemasangan manual. Tetapi untuk pengeluaran volum tinggi (10,000 unit), penjimatan buruh hampir selalu melebihi kos perkakas yang lebih tinggi.
Memilih Rakan Kongsi Overmolding
Tidak semua kedai acuan suntikan boleh mengendalikan overmolding. Ia memerlukan peralatan khusus dan pengetahuan sains bahan yang lebih mendalam. Apabila menapis pembekal, cari tiga perkara ini:
- Pengalaman Dua Pukulan: Minta sampel. Jika mereka hanya melakukan "mencetak sisipan" (bahagian pemuatan tangan), mereka mungkin bergelut dengan ketepatan volum tinggi.
- Kepakaran Bahan: Tanya mereka, “Apakah gred TPE yang anda cadangkan untuk ikatan kepada Nylon Berisi Kaca?” Jika mereka tidak dapat menjawabnya dengan segera atau menawarkan untuk bercakap dengan pembekal bahan mereka, jalankan.
- Perisian Simulasi: Adakah mereka menggunakan analisis Moldflow? Simulasi adalah penting dalam overmolding untuk meramalkan bagaimana bahan kedua akan mengalir ke atas yang pertama tanpa mencairkan semula atau meledingkannya.
Kesimpulan
Overmolding ialah salah satu cara paling berkesan untuk meningkatkan produk anda daripada "berfungsi" kepada "pemimpin pasaran." Ia menukarkan kepungan plastik ringkas kepada peranti yang tahan lama, ergonomik dan premium.
Walaupun peraturan reka bentuk lebih ketat dan peralatan awal adalah pelaburan, hasil—dalam prestasi produk, estetika dan penjimatan pemasangan—tidak dapat dinafikan.
Sama ada anda mereka bentuk peranti perubatan generasi akan datang atau alatan industri lasak, kunci kejayaan terletak pada kerjasama awal. Jangan tunggu sehingga reka bentuk dibekukan. Bawa rakan kongsi pembuatan anda lebih awal untuk membincangkan pemasangan bahan dan lokasi penutupan, dan anda akan memastikan ikatan yang kekal seumur hidup.
Sumber Bonus: Matriks Keserasian Overmolding
Jurutera sering bertanya kepada kami, "Adakah TPE akan berpegang pada ini?" Jawapannya jarang sekali ya atau tidak mudah-ia bergantung pada kimia.
Gunakan carta ini sebagai panduan rujukan pantas. Kami telah mengkategorikan bon kepada tiga peringkat:
- Ikatan Kimia: Bahan-bahan bercantum secara semula jadi semasa pengacuan.
- Kunci Mekanikal Diperlukan: Mereka tidak akan melekat secara kimia; awak mesti reka bentuk lubang atau potongan bawah untuk memerangkap acuan lebihan.
- tidak serasi: Bahan ini bertembung (cth., suhu cair terlalu berbeza) dan tidak boleh digunakan bersama.
Gandingan Bahan Biasa
| Substrat (Tegar) | TPE (Styrenik) | TPU (Uretana) | TPV (Vulkanisasi) | Silikon (LSR) |
|---|---|---|---|---|
| ABS | Cemerlang | bagus | Adil | Primer Diperlukan |
| Polikarbonat (PC) | Cemerlang | Cemerlang | Adil | Primer Diperlukan |
| Polipropilena (PP) | bagus | miskin | Cemerlang | miskin |
| Nylon (PA6 / PA66) | Sukar * | Adil | Adil | miskin |
| Polistirena (PS) | bagus | miskin | miskin | miskin |
| POM (Acetal) | miskin | miskin | miskin | miskin |
Petua Pro Kejuruteraan untuk Carta ini
1. "Masalah Nylon"
Anda akan melihat Nylon (PA) ditandakan sebagai "Sukar." Ini adalah perangkap yang paling biasa untuk pereka baru. Nilon bersifat higroskopik (menyerap lembapan) dan mempunyai rintangan haba yang tinggi. TPE standard akan mengelupas terus.
- Penyelesaian: Anda mesti menyatakan a gred TPE yang diubah suai direka khusus untuk lekatan Nylon. Anda juga perlu memastikan substrat Nilon tetap panas (selalunya memanaskannya terlebih dahulu) supaya TPE tidak membeku apabila ia menyentuh permukaan.
2. Peraturan "Suka Suka Suka".
Rahsia membaca carta ini ialah Polariti .
- Bahan Kutub (ABS, PC, TPU) suka terikat dengan bahan Polar lain.
- Bahan Bukan Kutub (PP, PE, TPE Standard) suka terikat dengan bahan Bukan Kutub yang lain.
- Mencampurkannya (cth., TPU pada Polipropilena) biasanya gagal tanpa pengubahsuaian kimia.
3. Apabila dalam Keraguan, Interlock
Walaupun anda mempunyai penarafan "Cemerlang" (seperti ABS TPE), kami masih mengesyorkan menambah interlock mekanikal kecil jika bahagian itu akan menghadapi penyalahgunaan berat. Ia tidak memerlukan kos tambahan dalam fasa reka bentuk tetapi menyediakan insurans terhadap delaminasi dalam bidang.
Seruan Tindakan Akhir (CTA)
Memandangkan ini ialah artikel penjanaan petunjuk B2B, berikut ialah cadangan CTA penutupan untuk diletakkan selepas carta:
"Masih tidak pasti sama ada gabungan bahan anda akan berfungsi?
Jangan meneka dengan bajet acuan anda. Di IMTEC Mould, kami telah overmolded beribu-ribu bahagian tersuai. Hantar fail 3D atau senarai bahan anda hari ini dan jurutera kami akan melakukan semakan DFM (Design for Manufacturability) percuma untuk memastikan bahan anda terikat dengan sempurna—sebelum anda memotong keluli."
Soalan Lazim Mengenai Overmolding
S: Apakah perbezaan antara pengacuan sisipan dan pengacuan berlebihan?
A: Perbezaan utama adalah proses, bukan hasilnya. Masukkan acuan melibatkan meletakkan bahagian pra-bentuk (selalunya logam atau plastik tegar) ke dalam acuan secara manual sebelum menyuntik bahan kedua. Overmolding (khususnya pengacuan dua pukulan) ialah proses automatik yang berterusan di mana mesin menyuntik bahan pertama dan segera menyuntik bahan kedua ke dalam alat yang sama. Pengacuan sisipan biasanya lebih baik untuk volum rendah, manakala pengacuan dua pukulan lebih baik untuk pengeluaran besar-besaran volum tinggi.
S: Mengapa bahagian overmolded saya mengelupas (delaminate)?
A: Pengelupasan biasanya berlaku untuk salah satu daripada tiga sebab:
- Ketidakserasian kimia: Anda memilih dua bahan yang tidak terikat secara semula jadi (cth., TPU pada Polipropilena).
- Substrat Sejuk: Jika bahagian tegar pertama menjadi terlalu sejuk sebelum bahan kedua disuntik, ia tidak akan bercantum.
- Pencemaran: Jika anda memasukkan acuan, habuk atau minyak pada permukaan substrat akan menghalang lekatan.
S: Bolehkah anda membentuk plastik ke atas logam?
A: ya. Ini hampir selalu dilakukan melalui Insert Molding . Contoh biasa termasuk mengacu berlebihan pemegang lembut pada sepana logam atau membentuk penebat plastik di sekeliling sesentuh elektrik tembaga. Oleh kerana logam dan plastik tidak terikat secara kimia, anda mesti reka bentuk bahagian logam dengan lubang, knurling atau alur supaya plastik boleh menguncinya secara mekanikal.
S: Berapakah kos overmolding berbanding dengan acuan standard?
A: Jangkakan kos perkakas 50% hingga 100% lebih tinggi daripada acuan satu pukulan standard kerana alatnya lebih kompleks. Walau bagaimanapun, yang harga sekeping (kos seunit) sering turun kerana anda menghapuskan kos buruh pemasangan manual dan pelekat. Untuk pengeluaran melebihi 10,000 unit, overmolding biasanya merupakan pilihan yang lebih kos efektif.
S: Apakah ketebalan dinding minimum untuk lapisan overmolded?
A: Kami mengesyorkan ketebalan minimum 0.5mm (0.020 inci) untuk lapisan TPE lembut. Apa-apa yang lebih nipis daripada ini cenderung koyak semasa lontar atau terkelupas di tepi. Untuk rasa "sentuhan lembut" terbaik tanpa menyebabkan kesan sinki, ketebalan antara 1.5mm dan 3.0mm adalah ideal.

