
Ringkasan Pantas untuk Profesional
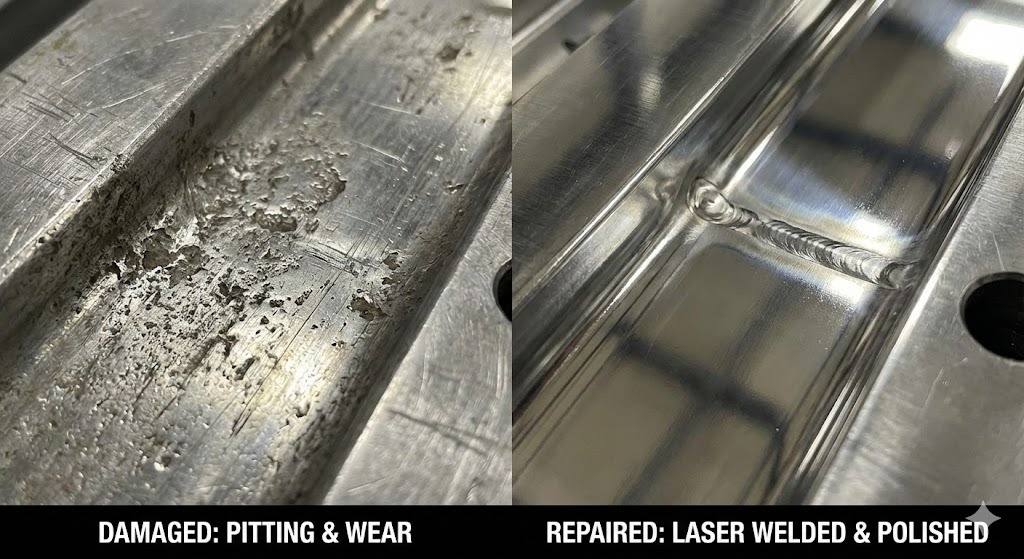
Pembaikan acuan suntikan ialah proses khusus untuk memulihkan perkakasan yang rosak kepada spesifikasi kejuruteraan asalnya untuk memastikan kualiti bahagian dan menghalang pengeluaran terhenti. Pendekatan moden yang paling berkesan digabungkan kimpalan laser ketepatan —yang menambah bahan dengan kesan haba yang minimum—dan rawatan permukaan lanjutan (seperti salutan PVD atau penyaduran krom keras) untuk meningkatkan jangka hayat acuan. Dengan menggunakan teknik ini, pengilang boleh mengurangkan masa henti sehingga 70% berbdaning dengan kimpalan TIG tradisional atau penggantian alat penuh.
1. Pengenalan kepada Pembaikan Acuan Suntikan
Mengapa Penyelenggaraan Acuan yang Betul Kritikal?
Penyelenggaraan acuan adalah amalan rutin memeriksa, membersih, dan membaiki unit suntikan untuk mengelakkan kecacatan. Dalam pembuatan berkelajuan tinggi, walaupun calar mikroskopik pada permukaan rongga boleh menyebabkan "kilat" (plastik berlebihan pada bahagian) atau kelemahan struktur. Pembaikan proaktif memastikan ketepatan dimensi dan menjimatkan beribu-ribu dolar dengan mengelakkan kos tinggi pemesinan acuan yang benar-benar baru.
Apakah Punca Biasa Kerosakan Acuan Suntikan?
Kerosakan acuan biasanya terbahagi kepada empat kategataui:
- Pakaian Mekanikal: Geseran kasar daripada resin berisi kaca yang menghakis pintu dan rongga.
- kakisan: Serangan kimia daripada plastik keluar gas (seperti PVC) yang mengongkong permukaan keluli.
- Kesilapan Manusia: Calar yang disebabkan oleh penggunaan alat logam untuk mengeluarkan bahagian yang tersekat.
- Keletihan Terma: Retakan tekanan akibat daripada kitaran pemanasan dan penyejukan yang berterusan semasa pengeluaran.
2. Memahami Acuan Suntikan: Asas Teknikal
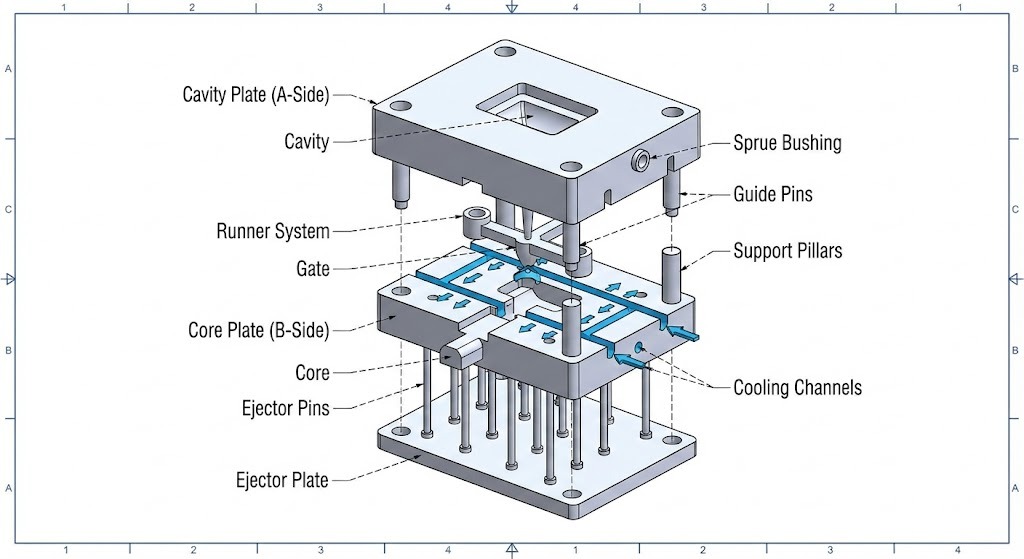
Apakah Komponen Asas Acuan Suntikan?
Untuk melakukan pembaikan yang berjaya, juruteknik mesti mengenal pasti komponen mana yang gagal.
- Rongga dan Teras: Bahagian utama "A" dan "B" yang membentuk bentuk bahagian plastik.
- Pin Ejectatau: Komponen mekanikal yang menolak bahagian siap keluar dari acuan.
- Saluran penyejukan: Laluan dalaman di mana air atau minyak mengalir untuk mengawal suhu.
- Sistem Pintu dan Pelari: "Paip" yang mengarahkan plastik cair ke dalam rongga.
Bahan Biasa Digunakan dalam Acuan Suntikan
Pilihan teknik pembaikan banyak bergantung pada bahan acuan . Kebanyakan acuan pengeluaran tinggi diperbuat daripada Keluli Alat , iaitu keluli yang dialoi dengan unsur-unsur seperti kromium atau vanadium untuk meningkatkan kekerasan.
Jadual 1: Bahan Acuan Biasa dan Keserasian Pembaikan
| Jenis Bahan | Gred Biasa | Kesukaran Pembaikan | Kaedah Pembaikan Terbaik |
|---|---|---|---|
| P20 Keluli | Keluli pra-keras | rendah | Kimpalan Laser atau TIG |
| H13 Keluli | Keluli Alat Kerja Panas | Sederhana | Kimpalan Laser (Memerlukan Prapemanasan) |
| S7 Keluli | Keluli Tahan Hentakan | tinggi | Kimpalan Laser Ketepatan |
| aluminium | 7075-T6 | Sederhana | Wayar Laser Khusus |
Apakah Perbezaan Antara Sistem Hot Runner dan Cold Runner?
- Sistem Pelari Panas: Gunakan manifold yang dipanaskan untuk memastikan plastik cair di dalam acuan, mengurangkan sisa tetapi menjadikan pembaikan lebih kompleks disebabkan oleh komponen elektrik bersepadu.
- Sistem Pelari Sejuk: Saluran mudah yang menguatkan dengan bahagian; ia lebih mudah dibaiki tetapi menghasilkan lebih banyak bahan sekerap.
Definisi Teknikal
- HAZ (Zon Terjejas Haba): Kawasan logam asas yang belum cair tetapi telah diubah struktur mikronya oleh haba kimpalan. Meminimumkan HAZ adalah matlamat utama kimpalan laser.
- Kekerasan Rockwell (HRC): Skala yang digunakan untuk mengukur kekerasan lekukan bahan. Kebanyakan keluli acuan berkisar antara 30 hingga 60 HRC.
- kilat: Kecacatan pengacuan suntikan di mana lapisan nipis plastik terlepas di antara bahagian acuan, biasanya menunjukkan garis perpisahan yang haus.
3. Kimpalan Laser untuk Pembaikan Acuan Suntikan
Apakah Kimpalan Laser dalam Pembaikan Acuan?
Kimpalan laser ialah proses pembaikan berketepatan tinggi yang menggunakan pancaran cahaya pekat untuk mencairkan wayar pengisi khusus ke kawasan acuan yang rosak. Tidak seperti kimpalan tradisional, laser menumpukan tenaga dengan begitu ketat sehingga menghasilkan ikatan metalurgi yang kuat dengan hampir tiada herotan pada keluli sekeliling.
Apakah Kelebihan Kimpalan Laser?
Bagi juruteknik, kimpalan laser adalah kaedah pilihan untuk perkakasan bernilai tinggi kerana:
- Zon Terjejas Haba Minimum (JAZ): Haba setempat menghalang keluli acuan daripada meleding atau kehilangan kekerasan asalnya.
- Ketepatan Melampau: Juruteknik boleh membaiki kerosakan sekecil mana 0.05mm , membolehkan kerja pada tekstur yang rumit dan sudut tajam.
- Geometri Kompleks: Sifat laser tidak bersentuhan membolehkan pembaikan di dalam rongga dalam atau rusuk sempit yang tidak dapat dicapai oleh obor TIG.
- Dikurangkan Pasca Pemprosesan: Oleh kerana kimpalannya sangat bersih, masa yang diperlukan untuk mengisar dan menggilap manual dikurangkan lebih 50% .

3.4. Proses Kimpalan Laser: Panduan Langkah demi Langkah
Untuk mencapai pembaikan gred profesional, juruteknik mesti mengikut urutan piawai:
Langkah 1: Penyediaan Permukaan Acuan
Kebersihan adalah faktor yang paling kritikal. Sebarang sisa plastik, minyak atau karat akan menyebabkannya keliangan (buih kecil) dalam kimpalan.
- Tindakan: Gunakan pembersihan ultrasonik atau pelarut khusus untuk membuang semua bahan cemar.
- Pengesahan: Periksa kawasan di bawah a 10x mikroskop untuk memastikan logam itu "terang" dan bebas daripada sisa berkarbonat.
Langkah 2: Memilih Parameter dan Tetapan Kimpalan
Tetapan laser mesti ditala berdasarkan logam asas dan ketebalan pembaikan.
- Tenaga Nadi (Joule): Mengawal kedalaman penembusan kimpalan.
- Tempoh Nadi (ms): Menentukan berapa lama laser kekal hidup; denyutan yang lebih panjang digunakan untuk wayar yang lebih tebal.
- Kekerapan (Hz): Kelajuan denyutan laser.
- Saiz Bintik (mm): Diameter pancaran laser; biasanya ditetapkan antara 0.2mm dan 1.5mm .
Langkah 3: Perlaksanaan Teknik Kimpalan
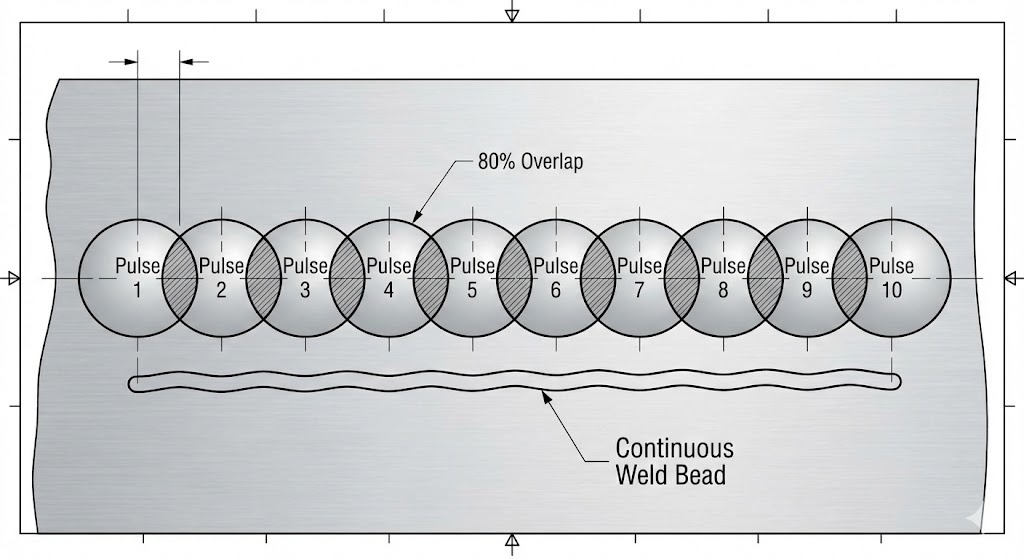
- Kimpalan nadi: Kaedah standard untuk pembaikan. Setiap nadi mencipta "titik" kecil logam cair.
- Kimpalan Berterusan/Bertindih: Juruteknik bertindih setiap "titik" dengan 70-80% untuk mencipta manik logam yang lancar dan padat.
3.5. Amalan Terbaik untuk Juruteknik
- Padankan Kawat Pengisi: Sentiasa gunakan wayar laser yang sepadan dengan kimia keluli acuan (cth., gunakan wayar H13 untuk acuan H13) untuk memastikan kekerasan dan warna seragam selepas menggilap.
- Uruskan Gas Perisai: guna Gas argon pada kadar aliran yang stabil untuk mengelakkan pengoksidaan, yang menjadikan kimpalan hitam dan rapuh.
- Elakkan Bangunan Terlalu Banyak: Hanya tambah jumlah minimum bahan yang diperlukan. Kimpalan berlebihan meningkatkan risiko pembentukan haba dan masa pemesinan tambahan.
3.6. Masalah dan Penyelesaian Biasa
| Masalah | Kemungkinan Punca | Penyelesaian Profesional |
|---|---|---|
| Melemahkan | Kuasa (Voltan) terlalu tinggi | rendaher the pulse energy and increase the spot size. |
| Liang/Gelembung | Permukaan tercemar | Bersihkan semula kawasan dengan alkohol dan periksa aliran gas. |
| retak | tinggi carbon steel cooling too fast | Pra-panaskan acuan 150-200°C sebelum mengimpal. |
| Tenggelam | Suapan wayar yang tidak betul | Pastikan wayar ditolak ke tengah kolam cair. |
Wawasan Teknikal Utama: Kepentingan Struktur Mikro
Apabila nadi laser mengenai keluli, kadar penyejukan adalah sangat tinggi. Ini mewujudkan a struktur mikro martensit di kawasan kimpalan, yang sangat keras tetapi boleh rapuh. Untuk memastikan ketahanan jangka panjang, pembaikan besar harus menjalani kitaran pemanasan "pelepasan tekanan" untuk menstabilkan struktur logam.
4. Teknik Rawatan Permukaan untuk Acuan Suntikan
Apakah Rawatan Permukaan dalam Pembaikan Acuan?
Rawatan permukaan ialah penggunaan lapisan nipis bahan khusus atau perubahan kimia pada "kulit" luar keluli acuan. Dalam kitaran pembaikan, ini adalah langkah terakhir selepas mengimpal dan menggilap. Ia direka untuk memulihkan atau meningkatkan prestasi asal acuan, khususnya ketahanannya terhadap haus, kakisan dan geseran.
Jenis Rawatan Permukaan untuk Acuan
4.2.1. Penyaduran Krom Keras
Ini adalah proses elektrokimia tradisional yang menggunakan lapisan kromium terus ke keluli.
- Terbaik untuk: Melindungi daripada plastik yang menghakis seperti PVC dan mempertingkatkan "pelepasan" bahagian tersebut.
- Kekerasan: Lazimnya 65–70 HRC .
4.2.2. Penyaduran Nikel Tanpa Elektro
Tidak seperti penyaduran standard, ini menggunakan tindak balas kimia dan bukannya elektrik, memastikan ketebalan seragam yang sempurna walaupun di dalam lubang dalam atau saluran penyejukan.
- Terbaik untuk: Geometri kompleks di mana ketebalan seragam adalah wajib.
4.2.3. Salutan Titanium Nitrida (TiN).
Salutan PVD (Pemendapan Wap Fizikal) berwarna emas yang sangat keras.
- Terbaik untuk: Persekitaran lelasan tinggi, seperti acuan menggunakan resin berisi kaca.
- Kekerasan: Sehingga 80 HRC .
4.3. Faedah Rawatan Permukaan
Memohon rawatan yang betul memberikan tiga kelebihan teknikal utama:
- Rintangan Haus yang Lebih Baik: Menghalang "pencucian" di pintu masuk tempat plastik bertekanan tinggi mengalir.
- Perlindungan Kakisan yang Dipertingkatkan: Melindungi keluli alat yang mahal daripada wap air dan gas hasil sampingan berasid.
- Sifat Keluaran yang Diperbaiki: Mengurangkan "melekat" antara plastik dan logam, membolehkan masa kitaran lebih cepat dan lebih sedikit bahagian yang rosak.
4.4. Cara Memilih Rawatan yang Betul
Pilihan bergantung pada "Mod Kegagalan" acuan:
- Jika acuan tercalar: guna TiN atau DLC (Karbon Seperti Berlian) untuk kekerasan maksimum.
- Jika acuan berkarat: guna Nikel Tanpa Elektro untuk perlindungan 100%.
- Jika plastik melekat: guna Chrome keras atau khusus Salutan yang diselitkan PTFE .
4.5. Proses Rawatan Permukaan: Panduan Langkah demi Langkah
Langkah 1: Penyediaan dan Pembersihan Acuan
Salutan hanya akan terikat pada permukaan yang bersih dengan sempurna.
- Tindakan: Lakukan pengilat akhir kepada yang diperlukan Penamat SPI (cth., kemasan cermin A-2).
- Nota Teknikal: Sebarang minyak mikroskopik yang tertinggal daripada sebatian penggilap akan menyebabkan salutan mengelupas (delaminasi).
Langkah 2: Penggunaan Salutan
Acuan diletakkan di dalam kebuk vakum (untuk PVD/CVD) atau mandi kimia (untuk penyaduran).
- Ketepatan: Salutan biasanya digunakan pada ketebalan 0.002mm hingga 0.010mm jadi mereka tidak mengubah dimensi akhir bahagian itu.
Langkah 3: Proses Selepas Rawatan
- Tindakan: Periksa permukaan untuk "lubang jarum" atau ketebalan tidak sekata.
- Tindakan: Jalankan semakan dimensi akhir untuk memastikan salutan tidak meletakkan alat "di luar toleransi."
4.6. Menyelesaikan Masalah Isu Rawatan Permukaan Biasa
| Masalah | Kemungkinan Punca | Penyelesaian Profesional |
|---|---|---|
| Mengelupas/Mengelupas | Pembersihan permukaan yang buruk | Tanggalkan salutan, gilap semula, dan gunakan pembersihan ultrasonik. |
| Membosankan Selesai | Salutan terlalu tebal | Kurangkan masa pemendapan; periksa tolok ketebalan mikron. |
| Binaan Tepi | tinggi current density (in plating) | guna “dummy” cathodes to pull excess current away from sharp corners. |
Definisi Teknikal: PVD lwn CVD
- PVD (Pemendapan Wap Fizikal): Proses vakum suhu rendah (di bawah 500°C) yang tidak meledingkan keluli acuan.
- CVD (Pemendapan Wap Kimia): Proses suhu tinggi (sehingga 1000°C) yang menghasilkan ikatan yang lebih kuat tetapi boleh memerlukan acuan untuk dikeraskan semula selepas itu.
5. Pertimbangan Praktikal untuk Juruteknik
Bagaimanakah Juruteknik Kekal Selamat Semasa Pembaikan Acuan?
Keselamatan adalah terpenting apabila mengendalikan laser bertenaga tinggi dan rawatan kimia.
- Keselamatan Laser: Sentiasa bekerja di tempat yang ditetapkan Kawasan laser kelas 4 . Juruteknik mesti memakai cermin mata keselamatan khusus panjang gelombang untuk mengelakkan kerosakan retina kekal daripada rasuk pantulan.
- Pengekstrakan Asap: Kimpalan dan pembersihan kimia membebaskan zarah logam mikroskopik dan VOC (Kompaun Organik Meruap). Gunakan pengudaraan ekzos setempat untuk mengekalkan kualiti udara.
- Perlindungan Terma: Walaupun dengan HAZ setempat, asas acuan boleh mengekalkan haba yang ketara. Gunakan sarung tangan tahan haba apabila mengendalikan komponen selepas kimpalan.
Peralatan dan Alat yang Diperlukan untuk Kejayaan
Stesen kerja pembaikan acuan profesional memerlukan lebih daripada sekadar pengimpal. Alat penting termasuk:
- Mikroskop Stereo: Pembesaran minimum 10x untuk melihat kolam kimpalan.
- Pengisar Ketepatan: Alat pneumatik atau elektrik berputar berkelajuan tinggi untuk "mengarut" kimpalan.
- Kit Penggilap Mikro: Tampal berlian dan batu seramik untuk memulihkan kemasan permukaan SPI.
- Mikrometer Digital: Untuk mengesahkan bahawa pembaikan telah mengembalikan komponen kepada toleransi asalnya.
Analisis Kos: Pembaikan Acuan vs Penggantian
Salah satu peranan juruteknik yang paling penting ialah menasihati pihak pengurusan sama ada acuan perlu dibaiki atau dibuang.
Jadual 2: Matriks Keputusan untuk Pembaikan vs Penggantian
| Faktor | Pembaikan (Permukaan Laser) | Penggantian Penuh |
|---|---|---|
| Kos Biasa | 5% – 20% daripada kos alat asal | 100% daripada kos alat |
| Masa Utama | 24 – 72 jam | 8 – 16 minggu |
| Ketahanan | 80% - 100% daripada kehidupan asal | 100% (Kitaran hayat baharu) |
| Terbaik Untuk | Kerosakan setempat, pintu pagar, garis perpisahan | Keretakan rangka bencana, pembersihan menyeluruh |
Kajian Kes: Mengurangkan Masa Henti dalam Alatan Automotif
Pembekal automotif Tahap 1 mengalami "beku pintu" akibat lelasan pada acuan 32 rongga.
- Masalahnya: Denyar talian perpisahan telah menyebabkan kadar penolakan sebanyak 15%.
- Penyelesaian: Juruteknik yang digunakan wayar laser H13 untuk membina semula garis perpisahan, diikuti dengan a TiN (Titanium Nitrida) Salutan PVD.
- Hasilnya: Acuan telah kembali dalam pengeluaran 36 jam , dan kekerasan permukaan meningkat daripada 52 HRC kepada 82 HRC, menghalang haus masa hadapan.
6. Teknik dan Teknologi Termaju
Apakah Kaedah Pembaikan Hibrid?
Pembaikan hibrid melibatkan penggunaan Kimpalan Laser untuk pemulihan struktur diikuti dengan Rawatan Permukaan untuk peningkatan fungsi.
- Contoh: Kimpalan lubang pin ejektor yang rosak dan kemudian gunakan an Nikel Tanpa Elektro salutan ke seluruh plat. Ini memastikan pembaikan kukuh dan seluruh permukaan dilindungi daripada karat.
Automasi dalam Pembaikan Acuan
Industri sedang bergerak ke arah Kimpalan Laser CNC . Daripada juruteknik memandu wayar secara manual di bawah mikroskop, lengan robot mengikut laluan yang telah diprogramkan. Ini memastikan ketekalan 100% dalam ketebalan kimpalan dan sesuai untuk membaiki kumpulan besar sisipan yang serupa.
Teknologi Baru Muncul: Percetakan Logam 3D (Pengilangan Tambahan)
Untuk kegagalan bencana di mana bahagian besar acuan hilang, juruteknik kini menggunakan Pemendapan Tenaga Terarah (DED) . Keluli alat "cetakan 3D" ini terus ke pangkalan acuan sedia ada, yang kemudiannya dimesin CNC kembali ke bentuk akhir.
7. Ringkasan Perkara Utama
- Ketepatan adalah Kunci: Kimpalan laser is the gold standard for mold repair because it minimizes the HAZ and prevents tool distortion.
- Sinergi Permukaan: Rawatan permukaans like TiN or Chrome are not just for new molds; they are essential for extending the life of a repaired tool.
- Penyelenggaraan Proaktif: Mengenal pasti haus awal melalui pemeriksaan mikroskopik boleh mengelakkan keperluan untuk penggantian yang mahal.
Masa Depan Pembaikan Acuan Suntikan
Apabila bahagian plastik menjadi lebih kompleks dan masa plumbum lebih pendek, penyepaduan Diagnostik dipacu AI and pembaikan laser automatik akan menjadi standard. Juruteknik yang menguasai kedua-dua sains metalurgi kimpalan dan kimia salutan permukaan akan menjadi aset paling berharga dalam "Kilang Pintar" moden.
Senarai Semak Penyelesaian Masalah Teknikal untuk Juruteknik
- Adakah jenis keluli dikenal pasti? (Padankan wayar dengan logam asas).
- Adakah permukaan "terang bersih"? (Tiada minyak atau sisa).
- Adakah parameter laser ditetapkan? (Semak Joule dan Saiz Spot).
- Adakah gas Argon mengalir? (Mencegah pengoksidaan).
- Adakah salutan sepadan dengan resin? (cth., Chrome untuk PVC).
Soalan Lazim: Pembaikan Acuan Suntikan
Berapakah kos kimpalan laser untuk pembaikan acuan?
Kos bagi kimpalan laser untuk pembaikan acuan umumnya berkisar daripada $200 hingga $2,000 setiap sesi pembaikan, bergantung pada kerumitan geometri dan jumlah bahan yang diperlukan. Ini mewakili penjimatan yang ketara, kerana ia biasanya kos sahaja 5% hingga 15% daripada harga acuan gantian.
Bolehkah anda mengimpal acuan yang telah dirawat di permukaan?
Ya, tetapi salutan permukaan mesti dikeluarkan di kawasan pembaikan dahulu. Salutan seperti Chrome keras or TiN mesti dilucutkan melalui goresan kimia atau pengisaran ketepatan sebelum mengimpal. Kimpalan terus di atas salutan akan menyebabkan pencemaran , membawa kepada kimpalan rapuh dan ikatan yang lemah.
Apakah rawatan permukaan terbaik untuk plastik kasar?
Untuk plastik yang diperkuat dengan gentian kaca atau mineral, Titanium Nitrida (TiN) or Karbon Seperti Berlian (DLC) adalah rawatan permukaan terbaik. Salutan PVD ini memberikan kekerasan permukaan melebihi 80 HRC , yang berkesan menentang kesan "sandblasting" resin yang melelas.
Berapa lama masa pembaikan kimpalan laser biasa?
Kebanyakan pembaikan kimpalan laser kecil boleh diselesaikan dalam 2 hingga 4 jam , termasuk penyediaan dan pembersihan. Jika pembaikan memerlukan penggilapan pasca-kimpalan yang meluas atau rawatan permukaan sekunder seperti salutan PVD, jumlah masa utama biasanya 24 hingga 72 jam .
Adakah kimpalan laser menyebabkan acuan melengkung?
tidak, kimpalan laser tidak menyebabkan meledingkan apabila dilakukan dengan betul. Kerana laser menyampaikan pancaran yang sangat pekat dengan a Zon Terjejas Haba Minimum (JAZ) , sebahagian besar acuan kekal pada suhu bilik, memelihara integriti struktur dan toleransi dimensi alat.
Apakah perbezaan antara kimpalan TIG dan kimpalan Laser untuk acuan?
Perbezaan utama adalah input haba .
- Kimpalan TIG menggunakan arka haba tinggi yang menghasilkan HAZ yang besar, selalunya memerlukan keseluruhan acuan untuk disepuh dan dikeraskan semula.
- Kimpalan laser menggunakan pancaran cahaya yang tepat yang menghasilkan kolam cair mikroskopik, membolehkan pembaikan pada alatan yang telah siap dan dikeraskan tanpa menjejaskan bahan sekeliling.
Bagaimanakah saya memilih wayar kimpalan laser yang betul?
Anda mesti sepadan dengan komposisi kimia daripada wayar kimpalan kepada keluli acuan asas. Sebagai contoh, gunakan Kawat H13 untuk keluli alat H13 . Menggunakan wayar yang salah boleh menyebabkan "garisan saksi" atau "ghosting" selepas acuan digilap, yang akan kelihatan sebagai kecacatan pada bahagian akhir plastik.
Jadual Rujukan Pantas: Pembaikan Penyelesaian mengikut Kecacatan
| Jenis Kecacatan | Pembaikan yang disyorkan | kenapa? |
|---|---|---|
| Kilat Garis Perpisahan | Kimpalan Laser (P20/H13) | Membina semula tepi tajam dengan herotan sifar. |
| Hakisan Asid PVC | Nikel Tanpa Elektro Plating | Menyediakan 100% penghalang kimia dalam semua rongga. |
| Cuci Pintu | Salutan Timah Kimpalan Laser | Memulihkan dimensi dan menambah rintangan lelasan. |
| Pemarkahan Pin Ejector | DLC penggilap mikro | Mengurangkan geseran untuk mengelakkan rampasan pin. |

