
Di dunia pembuatan, pengacuan suntikan adalah proses yang kuat yang digunakan untuk membuat segala -galanya dari papan pemuka kereta ke topi botol. Walau bagaimanapun, walaupun dengan teknologi moden, kecacatan boleh berlaku. Salah satu yang paling biasa dan mengecewakannya ialah Pukulan pendek . Kecacatan ini tidak hanya kelihatan buruk; Ia mewujudkan bahagian yang tidak berfungsi, yang membawa kepada bahan-bahan terbuang, kelewatan pengeluaran, dan kos yang lebih tinggi. Memahami mengapa tembakan pendek berlaku dan bagaimana untuk memperbaikinya adalah penting bagi sesiapa yang terlibat dalam pembuatan bahagian plastik. Panduan ini akan membimbing anda melalui sebab-sebab, penyelesaian, dan kaedah pencegahan untuk membantu anda menghasilkan bahagian yang berkualiti tinggi dan lengkap setiap kali.
Apakah pukulan pendek dalam pengacuan suntikan?
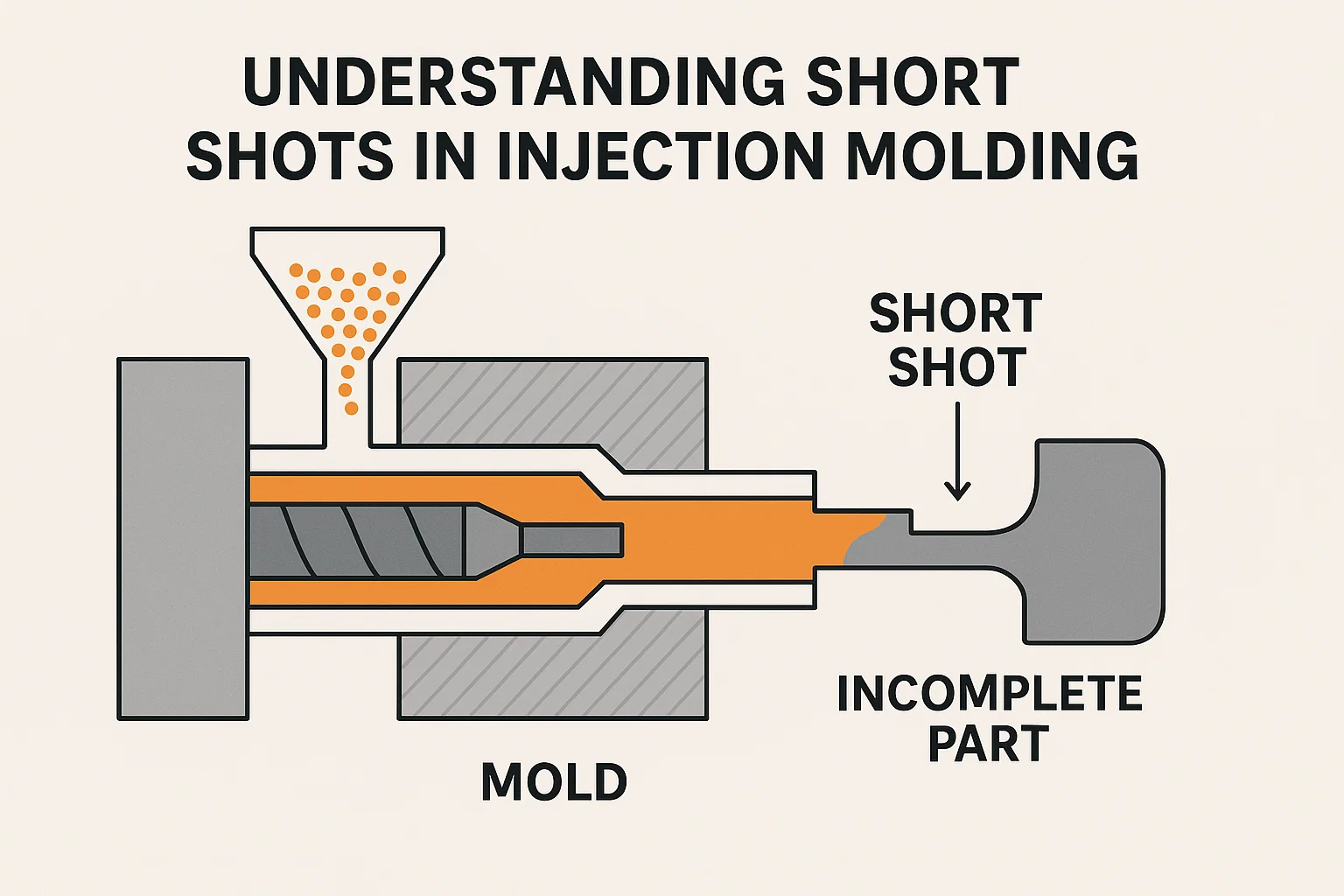
Ringkasnya, a Pukulan pendek adalah kecacatan pencetakan di mana resin plastik cair gagal mengisi sepenuhnya rongga acuan. Daripada bahagian yang lengkap dan sempurna, anda mempunyai komponen yang tidak lengkap atau "pendek." Ia seperti cuba mengisi gelas dengan air tetapi kehabisan sebelum kaca penuh. Hasilnya adalah bahagian yang hilang bahagian, selalunya pada titik paling jauh dari mana plastik disuntik. Secara visual, pukulan pendek boleh muncul sebagai bahagian yang terbentuk sebahagiannya, atau ia mungkin mempunyai kelebihan yang licin dan bulat di mana aliran plastik berhenti tiba -tiba. Kerana pukulan pendek adalah bahagian yang tidak lengkap, ia tidak dapat digunakan dengan segera dan mesti dibatalkan. Selalunya gejala masalah asas dengan mesin, acuan, atau bahan yang perlu didiagnosis dan diperbetulkan.
Apa yang menyebabkan tembakan pendek?
Mendiagnosis pukulan pendek memerlukan pendekatan yang sistematik, kerana punca itu boleh berpunca dari beberapa bidang yang berlainan dalam proses pengacuan suntikan. Isu -isu yang paling biasa dapat dikesan kembali ke bahan, tetapan mesin, atau reka bentuk acuan itu sendiri.
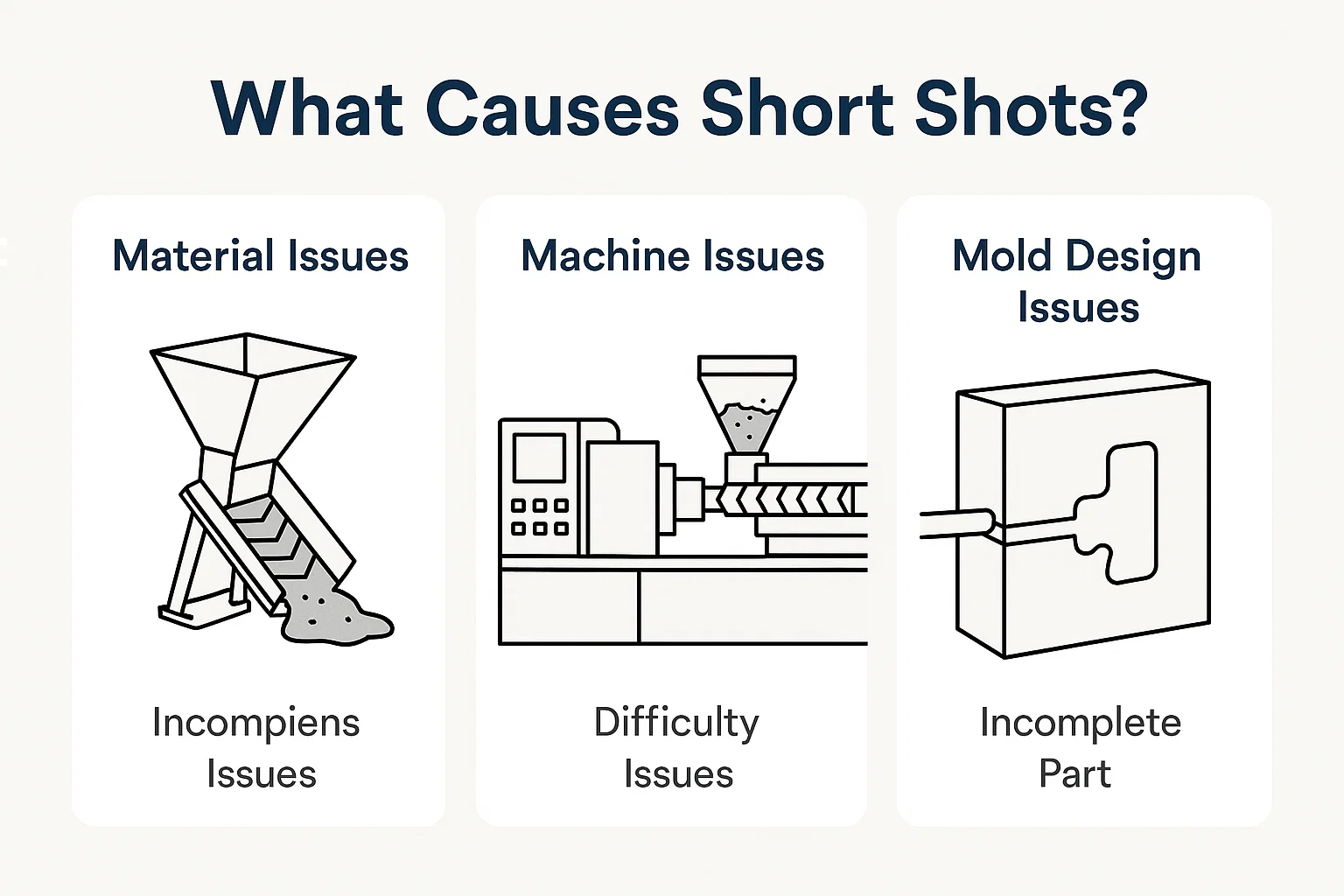
1. Isu Bahan
Plastik yang sangat anda cetak boleh menjadi punca utama pukulan pendek. Isu dengan keadaan atau penyediaan resin boleh menghalangnya daripada mengalir dengan betul ke dalam acuan.
-
Bahan yang tidak mencukupi: Sebab yang paling mudah adalah tidak mempunyai plastik yang cukup untuk mengisi acuan. Ini boleh berlaku jika skru mesin pencetakan suntikan tidak cukup jauh untuk menolak jumlah plastik yang diperlukan, atau jika terdapat penyumbatan dalam sistem suapan.
-
Penyelesaian: Semak mekanisme corong bahan mesin dan makan untuk memastikan ia tidak kosong atau disekat. Meningkatkan saiz pukulan pada panel kawalan mesin untuk menyampaikan jumlah bahan yang lebih besar.
-
-
Suhu cair yang salah: Jika plastik tidak dipanaskan pada suhu yang betul, kelikatannya (rintangannya terhadap aliran) akan terlalu tinggi. Satu yang tebal, "sejuk" mencairkan perjuangan untuk mengalir melalui pelari dan pintu sempit dan boleh menguatkan sebelum ia dapat mengisi keseluruhan rongga.
-
Penyelesaian: Rujuk data data pembekal bahan untuk julat suhu cair yang disyorkan. Laraskan setong dan suhu pemanas muncung pada mesin untuk meningkatkan suhu plastik dan menurunkan kelikatannya.
-
-
Kelikatan Bahan: Walaupun pada suhu yang betul, sesetengah plastik sememangnya lebih likat (tebal) daripada yang lain. Bahan-bahan seperti polistirena polikarbonat dan berimpak tinggi boleh menjadi lebih mudah untuk tembakan pendek kerana ciri-ciri aliran mereka. Di samping itu, kelembapan dalam plastik hygroscopic (yang menyerap air, seperti nilon) boleh menyebabkan mereka merendahkan dan kehilangan sifat aliran mereka.
-
Penyelesaian: Memastikan bahan dikeringkan dengan betul sebelum digunakan mengikut spesifikasi pengilang. Pertimbangkan menggunakan gred kelikatan rendah bahan yang sama, atau bahan yang berbeza sama sekali dengan ciri-ciri aliran yang lebih baik.
-
2. Isu Mesin
Tetapan pada mesin pengacuan suntikan anda adalah kritikal. Walaupun dengan bahan dan acuan yang betul, parameter yang salah dapat dengan mudah membawa kepada tembakan pendek.
-
Tekanan suntikan yang tidak mencukupi: Tekanan adalah daya yang mendorong plastik cair ke dalam acuan. Sekiranya tekanan suntikan terlalu rendah, plastik tidak akan mempunyai kekuatan yang cukup untuk pergi ke hujung paling jauh dari rongga.
-
Penyelesaian: Meningkatkan tetapan tekanan suntikan pada mesin. Ini selalunya penyelesaian pertama dan paling mudah untuk dicuba. Walau bagaimanapun, berhati -hati untuk tidak menggunakan tekanan yang berlebihan, kerana ia boleh menyebabkan kecacatan lain seperti kilat.
-
-
Kelajuan suntikan yang tidak betul: Kelajuan di mana plastik disuntik juga memainkan peranan penting. Sekiranya kelajuan terlalu perlahan, plastik mungkin mula sejuk dan menguatkan sebelum ini sebelum rongga penuh. Ini terutama berlaku untuk bahagian berdinding nipis.
-
Penyelesaian: Meningkatkan kelajuan suntikan. Kadar suntikan yang lebih cepat dapat membantu plastik mencapai semua bahagian acuan sebelum kehilangan haba dan kelikatan.
-
-
Masalah Pengudaraan: Apabila plastik mengisi acuan, udara yang terperangkap di dalam mesti mempunyai cara untuk melarikan diri. Sekiranya lubang acuan disekat atau bersaiz tidak betul, udara yang terperangkap akan mewujudkan tekanan belakang yang menentang aliran plastik, dengan berkesan "memendekkan" pukulan.
-
Penyelesaian: Bersihkan lubang acuan dan garis perpisahan. Pastikan kedalaman bolong betul (biasanya 0.0005 hingga 0.001 inci atau 0.013 hingga 0.025 mm). Pertimbangkan untuk menambah ventilasi tambahan atau sistem pembuangan vakum untuk acuan kompleks.
-
3. Isu reka bentuk acuan
Walaupun dengan bahan yang sempurna dan tetapan mesin, acuan yang direka dengan baik boleh menjadikannya mustahil untuk menghasilkan bahagian yang lengkap. Isu -isu ini sering menjadi yang paling mencabar untuk diselesaikan kerana mereka memerlukan pengubahsuaian fizikal kepada perkakas.
-
Saiz dan Lokasi Pintu: Pintu adalah pembukaan di mana plastik cair memasuki rongga acuan.
-
Saiz Pintu: Jika pintu gerbang terlalu kecil, ia boleh bertindak sebagai sekatan, menghalang bahan yang cukup dari mengalir ke dalam rongga. Geseran dari pintu kecil juga boleh menyebabkan bahan menjadi sejuk.
-
Penyelesaian: Besarkan saiz pintu. Pintu yang lebih luas atau tebal membolehkan aliran plastik yang lebih cepat dan lebih cekap.
-
-
Lokasi Pintu: Pintu yang tidak betul juga boleh menyebabkan pukulan pendek, terutamanya jika ia jauh dari kawasan yang perlu diisi terakhir. Ini meningkatkan panjang aliran dan risiko penyejukan plastik sebelum mencapai hujung rongga.
-
Penyelesaian: Pindahkan pintu ke kedudukan yang lebih sentral atau optimum untuk memastikan semua bahagian bahagian dapat diisi secara merata. Untuk bahagian yang kompleks, pelbagai pintu mungkin diperlukan.
-
-
-
Reka Bentuk Sistem Runner: Sistem pelari adalah rangkaian saluran yang mengarahkan plastik dari muncung mesin ke pintu.
-
Saiz dan susun atur pelari: Sistem pelari yang terlalu kecil atau terlalu panjang boleh menyebabkan penurunan tekanan yang ketara, bermakna tidak ada daya yang cukup untuk menolak plastik sepanjang jalan ke hujung rongga acuan.
-
Penyelesaian: Meningkatkan diameter pelari untuk mengurangkan kehilangan tekanan dan meningkatkan aliran. Reka bentuk semula susun atur pelari menjadi lebih langsung dan seimbang, memastikan semua rongga (dalam acuan pelbagai rongga) mengisi pada kadar yang sama.
-
-
-
Ketebalan dinding: Bahagian dinding nipis pada reka bentuk bahagian boleh menjadi punca utama tembakan pendek. Plastik cair sejuk dengan cepat, dan jika ia perlu mengalir melalui kawasan yang sangat nipis, ia boleh menguatkan sebelum ia sampai ke sisi lain, mewujudkan bahagian yang tidak lengkap.
-
Penyelesaian: Ubah suai reka bentuk bahagian untuk meningkatkan ketebalan dinding di kawasan yang bermasalah. Walaupun ini mungkin tidak selalu mungkin, ia adalah pertimbangan penting semasa fasa reka bentuk awal. Untuk acuan yang sedia ada, anda mungkin perlu menggunakan bahan yang lebih cair, suhu yang lebih tinggi, atau kelajuan suntikan yang lebih cepat untuk mengimbangi.
-
Cara Mengenalpasti Tembakan Pendek
Mengenal pasti pukulan pendek biasanya mudah, kerana ia adalah kecacatan yang sangat jelas. Walau bagaimanapun, pendekatan sistematik membantu mengesahkan isu dan menentukan lokasi yang tepat, yang penting untuk penyelesaian masalah yang berkesan.
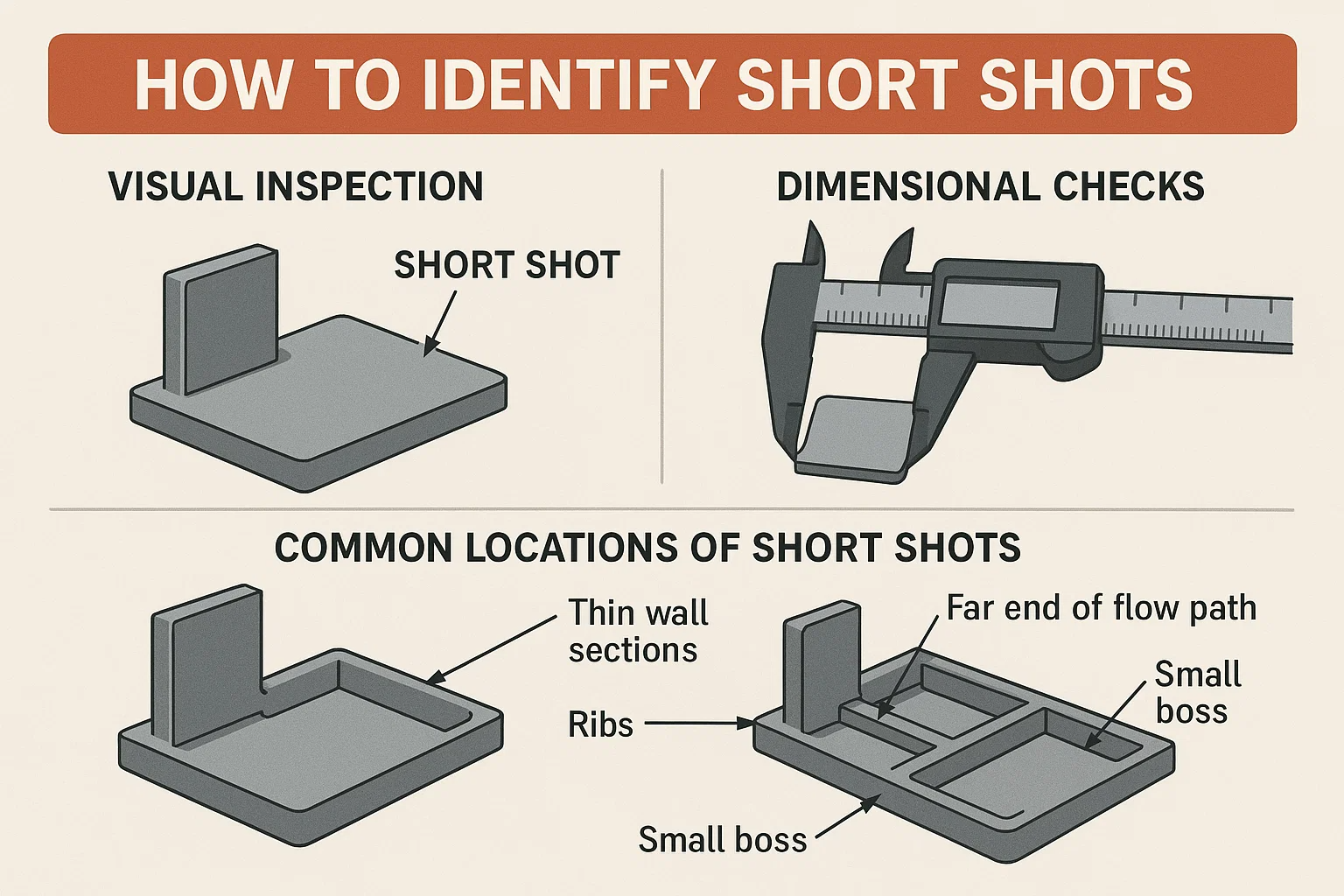
Pemeriksaan visual
Cara yang paling biasa untuk melihat pukulan pendek adalah melalui pemeriksaan visual yang cepat. Pukulan pendek segera jelas kerana bahagiannya tidak lengkap. Anda akan melihat bahawa bahagian bahagian hilang atau bahagian itu berakhir dengan tiba -tiba dengan kelebihan yang belum selesai di mana aliran plastik berhenti. Ini biasanya permukaan yang licin dan melengkung kerana ketegangan permukaan plastik cair menyebabkan ia menarik kembali sedikit kerana ia menguatkan. Ini adalah tanda yang jelas bahawa rongga acuan tidak diisi.
Pemeriksaan dimensi
Walaupun pemeriksaan visual sering cukup, melakukan pemeriksaan dimensi dapat memberikan maklumat yang lebih spesifik, terutama untuk bahagian -bahagian dengan geometri kompleks. Sekiranya anda mempunyai bahagian yang kelihatan hampir Lengkapkan tetapi anda tidak pasti, mengukur panjang, lebar, dan ketinggiannya. Pukulan pendek akan gagal memenuhi dimensi yang diperlukan, kerana bahagian itu tidak akan memenuhi keseluruhan rongga acuan. Untuk bahagian -bahagian dengan dinding nipis, pukulan pendek mungkin tidak jelas pada mulanya, tetapi pemeriksaan dimensi akan mengesahkan masalahnya.
Lokasi biasa tembakan pendek
Tembakan pendek hampir selalu berlaku di Hujung Laluan Aliran , yang merupakan titik paling jauh dari pintu di mana plastik memasuki rongga. Plastik cair kehilangan haba dan tekanan ketika ia bergerak, jadi kawasan terakhir untuk mengisi adalah yang paling mudah terdedah kepada tembakan pendek. Kawasan ini sering:
-
Bahagian dinding nipis.
-
Tulang rusuk atau bos kecil.
-
Ciri -ciri yang jauh dari pintu gerbang.
-
Kawasan yang mempunyai miskin atau tidak pembatalan.
Dengan mengetahui di mana hendak melihat, anda dapat dengan cepat mengesahkan pukulan pendek dan mula menghubungkannya dengan potensi sebab yang dibincangkan sebelum ini.
Penyelesaian untuk tembakan pendek
Menyelesaikan pukulan pendek memerlukan pendekatan strategik. Selalunya terbaik untuk memulakan dengan penyelesaian yang paling mudah dan paling kos efektif sebelum berpindah ke yang lebih kompleks dan mahal. Mulakan dengan tetapan mesin, kemudian pertimbangkan bahan, dan akhirnya, lihat acuan itu sendiri.
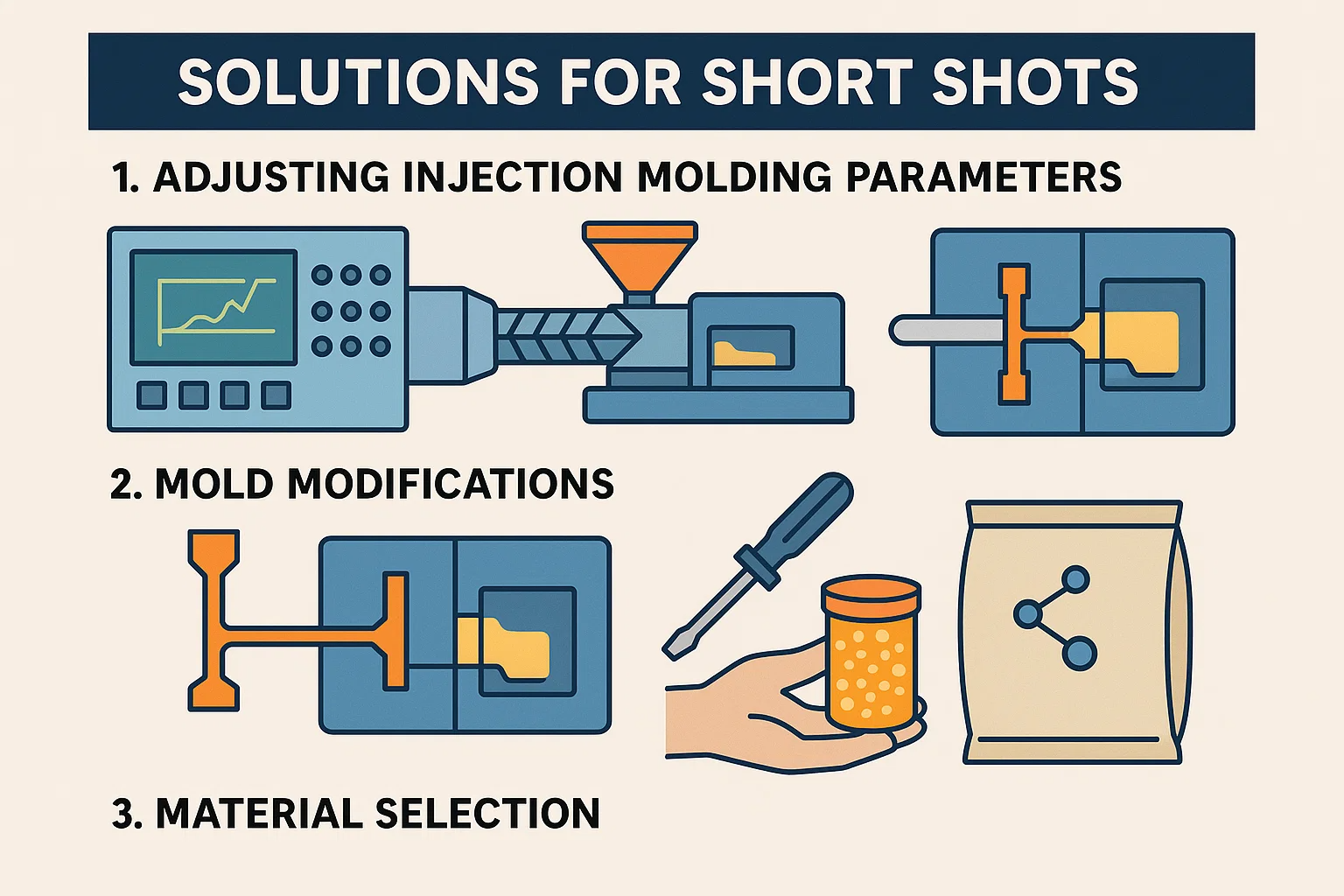
1. Melaraskan parameter pengacuan suntikan
Cara paling cepat dan paling biasa untuk menetapkan pukulan pendek adalah dengan membuat penyesuaian pada tetapan mesin. Perubahan ini sering boleh dibuat pada panel kawalan tanpa menghentikan pengeluaran untuk jangka masa yang panjang.
-
Meningkatkan tekanan suntikan: Ini biasanya penyelesaian pertama dan paling berkesan. Dengan meningkatkan tekanan, anda memberikan plastik cair lebih banyak daya untuk bergerak melalui acuan, membantu ia mengisi walaupun kawasan yang paling sukar dicapai. Meningkatkan tekanan dalam kenaikan kecil (mis., 50-100 psi) sehingga bahagian selesai.
-
Mengoptimumkan kelajuan suntikan: Kelajuan suntikan yang lebih cepat dapat membantu mengisi acuan sebelum plastik mempunyai peluang untuk menyejukkan dan menguatkan. Ini amat penting untuk bahagian berdinding nipis atau mereka yang mempunyai laluan aliran panjang. Sama seperti tekanan, tingkatkan kelajuan secara beransur -ansur untuk mengelakkan kecacatan lain seperti kilat atau tanda terbakar.
-
Mengubah suai suhu cair: Suhu cair yang lebih tinggi akan menurunkan plastik kelikatan , menjadikannya mengalir lebih mudah. Semak lembaran data bahan untuk julat suhu yang disyorkan dan meningkatkan suhu laras dan muncung untuk meningkatkan ketidakstabilan. Ini boleh menjadi penyelesaian yang sangat berkesan, tetapi berhati -hati untuk tidak terlalu panas bahan, yang boleh menyebabkan kemerosotan.
2. Pengubahsuaian acuan
Jika menyesuaikan parameter mesin tidak menyelesaikan masalah, masalah itu mungkin dengan acuan itu sendiri. Penyelesaian ini memerlukan menutup mesin dan mengubahsuai alat secara fizikal. Walaupun lebih mahal, mereka menyediakan pembetulan jangka panjang.
-
Pelarasan Pintu dan Pelari: Saiz dan reka bentuk pintu dan pelari adalah kritikal untuk aliran yang betul. Jika mereka terlalu kecil, mereka boleh menyekat aliran plastik. Membesarkan pintu gerbang atau melebarkan pelari akan membolehkan lebih banyak bahan mengalir ke rongga dengan rintangan yang kurang. Untuk acuan pelbagai rongga, mengimbangi pelari juga penting untuk memastikan setiap rongga mengisi secara merata.
-
Meningkatkan pembuangan: Udara terperangkap dalam acuan boleh bertindak sebagai kusyen, menghalang plastik daripada mengisi rongga. Pembersihan lubang sedia ada adalah langkah pertama yang mudah. Sekiranya masalah berterusan, pembuat acuan mungkin perlu menambah lubang tambahan ke acuan pada titik di mana pukulan pendek berlaku. Dalam beberapa kes, a Sistem pembuangan vakum boleh dipasang untuk secara aktif menarik udara keluar dari acuan.
-
Peningkatan sistem pemanasan: Untuk acuan kompleks atau bahagian berdinding tebal, a Sistem pelari panas boleh digunakan. Tidak seperti pelari sejuk, pelari panas menyimpan plastik cair terus ke pintu masuk, menghapuskan keperluan untuk memanaskan semula dan memastikan suhu yang lebih konsisten dan aliran lebih mudah.
3. Pemilihan Bahan
Kadang -kadang, penyelesaian yang paling mudah adalah untuk menukar bahan atau memastikan yang semasa disediakan dengan betul.
-
Memilih gred bahan yang betul: Dalam satu jenis plastik, terdapat gred yang berbeza dengan sifat aliran yang berbeza -beza. Jika anda menggunakan bahan dengan kadar aliran cair yang rendah (MFR), pertimbangkan untuk beralih ke gred MFR yang lebih tinggi, yang direka untuk mengalir dengan lebih mudah.
-
Teknik pengeringan bahan: Banyak plastik hygroscopic (seperti nilon, abs, dan polikarbonat) menyerap kelembapan dari udara. Apabila dibentuk, kelembapan ini berubah menjadi stim, yang boleh menghalang aliran plastik dan menyebabkan tembakan pendek. Sentiasa pastikan bahan anda dikeringkan dengan betul di udara panas atau pengering pengering sebelum diproses.
Mencegah tembakan pendek
Cara terbaik untuk menangani pukulan pendek adalah untuk menghalangnya daripada berlaku di tempat pertama. Langkah -langkah proaktif dalam fasa reka bentuk dan penyelenggaraan dapat menjimatkan masa dan wang yang penting.
-
Reka Bentuk Prinsip Pembuatan (DFM): Ini adalah langkah pertama yang penting. DFM melibatkan merancang sebahagian dengan proses pembuatan dalam fikiran. Ketika datang ke pengacuan suntikan, ini bermakna:
-
Ketebalan dinding seragam: Elakkan perubahan dramatik dalam ketebalan dinding. Ini memastikan aliran plastik dan sejuk pada kadar yang konsisten, menghalang tembakan pendek dalam bahagian nipis.
-
Reka bentuk tulang rusuk dan bos yang sesuai: Pastikan tulang rusuk, bos, dan ciri -ciri lain direka dengan sudut draf yang betul dan fillet untuk memudahkan aliran plastik mudah dan mencegah perangkap udara.
-
Kurangkan panjang aliran: Reka bentuk bahagian supaya plastik tidak perlu melakukan perjalanan jauh dari pintu gerbang, mengurangkan risiko penyejukan pramatang.
-
-
Penyelenggaraan mesin biasa: Mesin yang dikendalikan dengan baik adalah mesin yang boleh dipercayai. Secara kerap memeriksa dan servis mesin pencetakan suntikan anda boleh menghalang banyak isu yang membawa kepada tembakan pendek.
-
Bersih muncung dan tong: Pastikan tiada penyumbatan atau pembentukan plastik kukuh yang boleh menyekat aliran bahan.
-
Semak jalur pemanas dan termokopel: Sahkan bahawa semua elemen pemanasan berfungsi dengan betul untuk memastikan plastik mencair secara seragam dan mencapai suhu yang dikehendaki.
-
-
Pengendalian Bahan Amalan Terbaik: Penyimpanan dan penyediaan bahan yang betul adalah penting.
-
Pengeringan yang betul: Sentiasa kering bahan hygroscopic seperti yang disyorkan oleh pembekal. Ini mungkin satu langkah pencegahan yang paling penting untuk bahan -bahan ini.
-
Penyimpanan yang betul: Simpan resin dalam persekitaran yang terkawal, terkawal iklim untuk mencegah penyerapan dan pencemaran kelembapan.
-
Kajian kes
Contoh-contoh dunia nyata menggambarkan bagaimana prinsip-prinsip penyelesaian masalah pendek digunakan dalam amalan. Kajian kes ini menyerlahkan kepentingan diagnosis sistematik.
-
Kajian Kes 1: Selongsong elektronik berdinding nipis
-
Masalah: Pengilang menghasilkan selongsong berdinding nipis untuk peranti elektronik pengguna. Bahagian -bahagian itu secara konsisten keluar dengan tembakan pendek di sudut paling jauh dari pintu gerbang.
-
Diagnosis: Percubaan awal untuk meningkatkan tekanan dan kelajuan gagal, menyebabkan kilat (plastik berlebihan) di bahagian lain acuan. Analisis terperinci menunjukkan bahawa plastik menyejukkan terlalu cepat kerana ia mengalir melalui bahagian nipis.
-
Penyelesaian: Pasukan itu menentukan bahawa suhu cair terlalu rendah untuk geometri nipis bahagian. Mereka meningkatkan setong dan suhu muncung sebanyak 20 ° F, yang menurunkan kelikatan plastik cukup untuk membolehkannya mengisi keseluruhan rongga tanpa memerlukan tekanan yang berlebihan. Bahagian -bahagian itu kemudiannya dihasilkan tanpa kecacatan.
-
-
Kajian Kes 2: Acuan Cap Multi-Tavity
-
Masalah: Acuan dengan empat rongga yang sama menghasilkan tembakan pendek dalam satu atau dua rongga manakala yang lain diisi dengan sempurna.
-
Diagnosis: Oleh kerana tembakan pendek disetempatkan untuk rongga tertentu, masalah itu tidak berkaitan dengan tetapan mesin atau bahan. Itu adalah Isu reka bentuk acuan . Pemeriksaan visual pelari mendedahkan bahawa pelari yang membawa kepada rongga pendek-shot sedikit lebih lama dan lebih kurus daripada yang lain, menyebabkan a ketidakseimbangan tekanan .
-
Penyelesaian: Acuan itu dihantar ke kedai alat di mana pelari-pelari telah dimacu semula panjang dan diameter seragam. Ini seimbang sistem pelari , memastikan plastik mengalir dengan tekanan yang sama kepada semua empat rongga, menghapuskan tembakan pendek.
-
Teknik Lanjutan
Untuk pengeluaran volum tinggi atau bahagian yang kompleks, pendekatan yang lebih saintifik untuk mendiagnosis dan mencegah tembakan pendek dapat menjimatkan banyak masa dan wang.
-
Analisis aliran acuan: Sebelum acuan dibina, Analisis Aliran Acuan (MFA) Perisian boleh mensimulasikan proses pencetakan suntikan. Ia meramalkan bagaimana plastik cair akan mengisi rongga, mengenal pasti kawasan masalah yang berpotensi seperti tembakan pendek, perangkap udara, dan garisan kimpalan. Menggunakan MFA, jurutera dapat mengoptimumkan lokasi pintu , Sistem Runner , dan ketebalan dinding sebahagian untuk mencegah kecacatan sebelum sebarang keluli dipotong.
-
Sensor dan sistem pemantauan: Mesin pencetakan suntikan moden boleh dilengkapi dengan sensor yang menyediakan data masa nyata mengenai tekanan, suhu, dan kelajuan. Sensor tekanan dalam acuan amat berguna; Mereka mengukur tekanan di dalam rongga dan dapat mengesan pukulan pendek dalam pecahan sesaat, yang membolehkan mesin dihentikan secara automatik. Tahap pemantauan ini membolehkan pengendali membuat pelarasan yang tepat, didorong data dan memastikan kualiti bahagian yang konsisten.
Kesimpulan
A Pukulan pendek lebih daripada sekadar kecacatan yang kelihatan; Ia adalah isyarat yang jelas bahawa sesuatu dalam proses pencetakan suntikan, mesin, atau reka bentuk acuan tidak disegerakkan. Walaupun mereka adalah kekecewaan biasa dalam pembuatan, mereka juga merupakan masalah yang dapat diselesaikan. Dengan secara sistematik mendiagnosis punca akar -sama ada masalah dengan bahan, tetapan mesin, atau acuan itu sendiri -anda boleh melaksanakan penyelesaian yang berkesan dan mendapatkan pengeluaran kembali ke landasan.
Kunci kejayaan jangka panjang, bagaimanapun, terletak pada pencegahan . Dengan memeluk prinsip seperti Reka Bentuk Pembuatan (DFM) Dan melaksanakan penyelenggaraan tetap dan pengendalian bahan yang betul, anda boleh meminimumkan risiko tembakan pendek sebelum mereka berlaku. Dan untuk projek kompleks atau tinggi, alat lanjutan seperti Analisis aliran acuan dan sensor dalam cetakan menawarkan cara yang kuat untuk memastikan kualiti dan kecekapan dari awal lagi. Akhirnya, pemahaman dan menangani tembakan pendek bukan hanya untuk menetapkan kecacatan, tetapi mengenai mengoptimumkan keseluruhan operasi pencetakan suntikan anda untuk hasil yang konsisten dan berkualiti tinggi.

