
Panduan anda untuk mencetak suntikan China: kos, kualiti, dan mencari rakan kongsi yang tepat
Pengenalan kepada pencetakan suntikan China
Pencetakan suntikan adalah proses pembuatan yang serba boleh dan digunakan secara meluas untuk menghasilkan bahagian -bahagian dari bahan plastik termoplastik dan termoset. Ia melibatkan menyuntik bahan cair ke dalam acuan, di mana ia menyejukkan dan menguatkan ke dalam bentuk yang dikehendaki. Kaedah ini terkenal dengan keupayaannya untuk menghasilkan bahagian yang kompleks dengan ketepatan yang tinggi, kemasan permukaan yang sangat baik, dan kadar pengeluaran yang cepat, menjadikannya sangat diperlukan merentasi pelbagai industri, dari automotif dan perubatan kepada elektronik pengguna dan barangan isi rumah.
Dalam beberapa dekad kebelakangan ini, China telah muncul sebagai daya dominan dalam landskap pembuatan global, dan industri pencetakan suntikannya tidak terkecuali. Negara ini telah menjadi destinasi pilihan untuk perniagaan di seluruh dunia mencari perkhidmatan pencetakan suntikan, sebahagian besarnya disebabkan oleh infrastruktur pembuatannya yang mantap, harga yang kompetitif, dan rangkaian pembekal yang luas. Panduan ini bertujuan untuk memberikan gambaran menyeluruh mengenai cetakan suntikan China, menyelidiki aspek kritikal seperti kos, kualiti, dan langkah -langkah penting untuk mencari rakan pembuatan yang tepat untuk keperluan projek khusus anda.
Walau bagaimanapun, memilih China untuk keperluan pencetakan suntikan anda datang dengan satu set kelebihan dan kekurangan yang unik yang menjamin pertimbangan yang teliti:
Kelebihan memilih China untuk membentuk suntikan:
- Keberkesanan kos: Salah satu pemacu utama untuk penyumberan luar ke China adalah kos buruh yang jauh lebih rendah berbanding dengan negara -negara Barat. Ini, digabungkan dengan harga bahan yang kompetitif dan skala ekonomi, sering menghasilkan kos unit keseluruhan yang lebih rendah untuk bahagian yang dihasilkan.
- Infrastruktur dan ekosistem yang ditubuhkan: China menawarkan infrastruktur pembuatan yang sangat maju dan ekosistem industri sokongan yang luas, termasuk pembuat acuan, pembekal bahan, dan perkhidmatan penamat. Ini membolehkan proses pengeluaran yang diselaraskan dan akses cepat ke sumber.
- Kapasiti Pengeluaran Tinggi: Pengeluar Cina sering mempunyai kapasiti pengeluaran yang besar, menjadikannya sesuai untuk pesanan volum tinggi dan pengeluaran besar-besaran.
- Kelajuan ke Pasar: Kecekapan dan skala pembuatan Cina sering boleh membawa kepada prototaip dan kitaran pengeluaran yang lebih cepat, mempercepatkan masa untuk memasarkan produk baru.
- Kemajuan Teknologi: Banyak syarikat pencetakan suntikan China yang terkemuka telah melabur dalam jentera canggih dan teknologi canggih yang diterima pakai, yang menawarkan keupayaan canggih dan output berkualiti tinggi.
- Pengalaman dan kepakaran: Dengan dekad pengalaman dalam pembuatan global, pembekal Cina telah mengumpulkan kepakaran yang signifikan dalam pelbagai teknik pengacuan suntikan dan aplikasi bahan.
Kekurangan memilih China untuk membentuk suntikan:
- Halangan Komunikasi: Perbezaan bahasa dan nuansa budaya kadang -kadang boleh membawa kepada salah faham atau salah tafsir, menjadikan komunikasi yang jelas dan konsisten penting.
- Kebimbangan Harta Intelek (IP): Walaupun usaha telah dibuat untuk mengukuhkan perlindungan IP di China, sesetengah perniagaan masih membimbangkan tentang melindungi reka bentuk dan maklumat proprietari mereka. Ketekunan wajar dan perjanjian undang -undang yang mantap adalah penting.
- Cabaran Kawalan Kualiti (jika tidak diuruskan dengan baik): Walaupun kualiti tinggi dapat dicapai, mengekalkan kualiti yang konsisten boleh menjadi cabaran tanpa pengawasan yang tepat, langkah kawalan kualiti yang ketat, dan spesifikasi yang jelas. Ia memerlukan penglibatan proaktif dan pelan jaminan kualiti yang jelas.
- Logistik dan kerumitan penghantaran: Menguruskan perkapalan antarabangsa, kastam, dan duti import boleh menambah lapisan kerumitan dan kos kepada proses keseluruhan.
- Masa utama untuk perkakas: Walaupun pengeluaran boleh cepat, fasa perkakas awal (penciptaan acuan) masih boleh mempunyai masa memimpin yang ketara, terutamanya untuk reka bentuk yang kompleks.
- Pertimbangan Etika dan Alam Sekitar: Adalah penting bagi perniagaan untuk memastikan pembekal pilihan mereka mematuhi amalan buruh etika dan peraturan alam sekitar, sejajar dengan matlamat tanggungjawab sosial korporat mereka sendiri.
Memahami proses pencetakan suntikan
Untuk melibatkan diri dengan perkhidmatan pencetakan suntikan China, sangat penting untuk mempunyai pemahaman asas mengenai proses pencetakan suntikan itu sendiri. Pengetahuan ini memberi kuasa kepada anda untuk berkomunikasi dengan lebih berkesan dengan pengeluar, memahami spesifikasi teknikal, dan membuat keputusan yang tepat mengenai projek anda.
Penjelasan langkah demi langkah mengenai proses pengacuan suntikan:
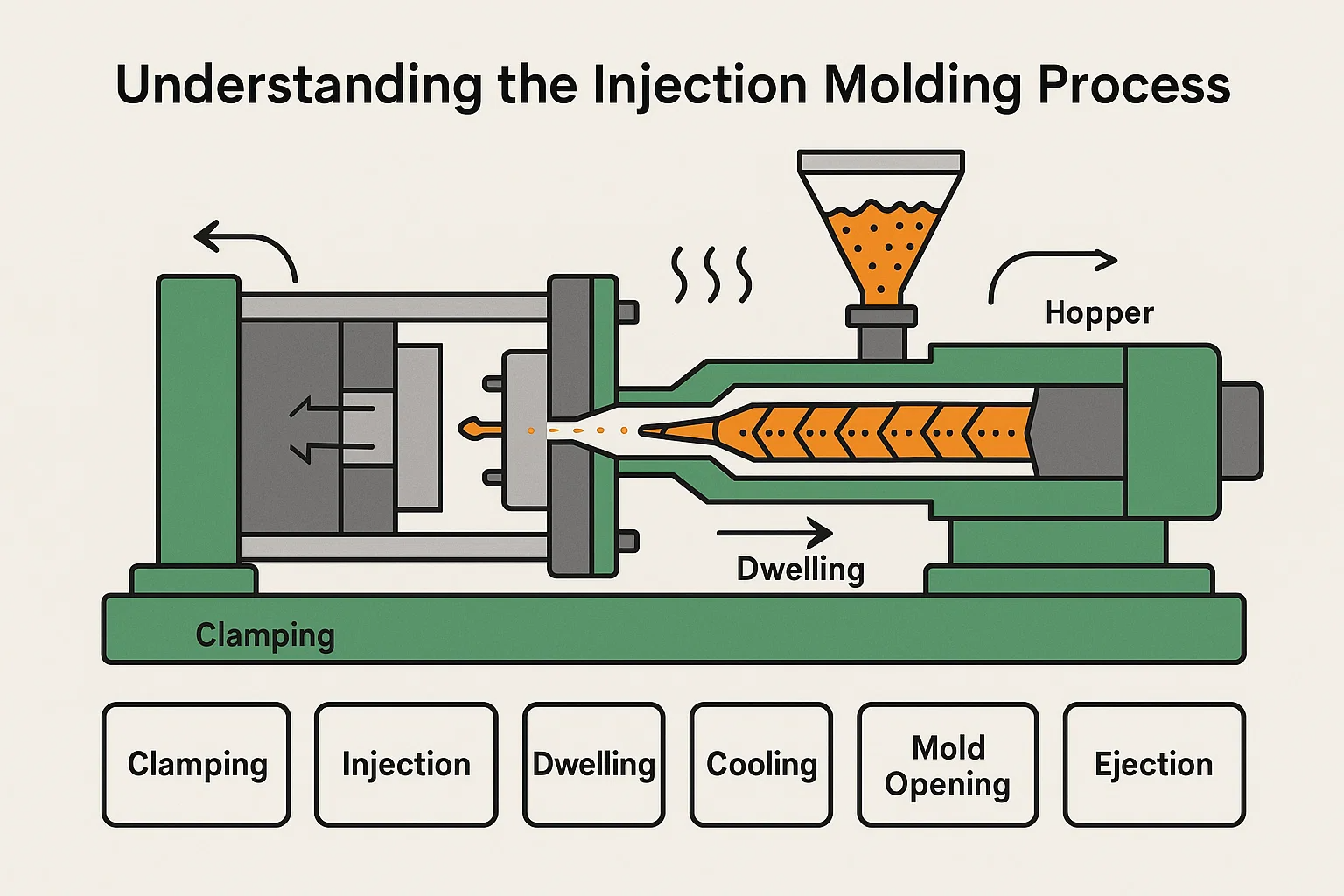
Proses pengacuan suntikan adalah operasi kitaran yang, sambil muncul mudah, melibatkan kawalan tepat suhu, tekanan, dan masa untuk membuat bahagian yang konsisten. Berikut adalah langkah asas:
-
Pengapit: Proses ini bermula dengan unit penjepit. Dua bahagian acuan (rongga dan teras) selamat diapit bersama oleh akhbar hidraulik atau elektrik yang kuat. Separuh daripada acuan biasanya tidak bergerak, manakala yang lain bergerak untuk dibuka dan ditutup. Daya pengapit ini mesti mencukupi untuk menahan tekanan besar yang dikenakan semasa suntikan, menghalang acuan dari pembukaan dan berkelip (plastik cair yang melarikan diri antara bahagian acuan).
-
Suntikan: Pelet plastik atau granul diberi makan dari corong ke dalam laras yang dipanaskan. Di dalam laras, skru reciprocating berputar, mencairkan bahan plastik melalui gabungan haba dan geseran ricih. Sebaik sahaja plastik itu cair dan saiz "pukulan" yang mencukupi (jumlah plastik yang diperlukan untuk bahagian) terkumpul di bahagian depan skru, skru bergerak ke hadapan seperti plunger, menyuntik plastik cair pada tekanan tinggi dan mempercepatkan ke rongga acuan tertutup melalui sistem pelari dan pintu.
-
Kediaman (pembungkusan/pegangan): Selepas rongga acuan diisi, tekanan terkawal, yang dikenali sebagai tekanan "kediaman" atau "pembungkusan", dikekalkan. Tekanan yang berterusan ini membantu mengimbangi pengecutan volumetrik yang berlaku apabila plastik sejuk dan menguatkan. Ia memastikan bahawa rongga acuan sepenuhnya diisi, menghalang tanda sinki, lompang, dan kecacatan lain, dan mempromosikan kestabilan dimensi.
-
Penyejukan: Dengan plastik yang kini dibungkus sepenuhnya ke dalam acuan, ia mula menyejukkan dan menguatkan dalam bentuk acuan. Saluran penyejukan, sering diintegrasikan ke dalam reka bentuk acuan dan beredar air sejuk atau minyak, memudahkan proses ini. Masa penyejukan biasanya merupakan bahagian terpanjang kitaran pencetakan suntikan dan bergantung kepada faktor -faktor seperti bahan yang digunakan, ketebalan dinding bahagian, dan reka bentuk acuan. Penyejukan yang cekap adalah penting untuk mencapai sifat bahagian yang dikehendaki dan meminimumkan masa kitaran.
-
Pembukaan acuan: Sebaik sahaja bahagian itu cukup disejukkan dan dikuatkan, unit pengapit menarik balik, membuka dua bahagian acuan.
-
Eject: Apabila acuan dibuka, pin ejektor, diletakkan secara strategik di dalam acuan, tolak bahagian kukuh dari rongga acuan. Pin ini direka untuk memohon tekanan walaupun untuk mengelakkan ubah bentuk atau merosakkan bahagian yang baru dibentuk. Bahagian kemudian jatuh ke tali pinggang penghantar atau ke dalam tong koleksi.
-
Pemprosesan pasca (pilihan): Selepas pelepasan, beberapa bahagian mungkin memerlukan pemprosesan kecil, seperti memotong pelari atau pintu (saluran yang membimbing plastik ke dalam rongga acuan), deburring, atau operasi sekunder seperti pemasangan, lukisan, atau percetakan. Dalam banyak kes, bahan yang berlebihan daripada pelari boleh menjadi semula dan digunakan semula, menyumbang kepada kecekapan kos dan mengurangkan sisa. Kitaran kemudian mengulangi.
Pelbagai jenis teknik pencetakan suntikan yang digunakan di China:
Walaupun proses teras tetap konsisten, keupayaan pembuatan canggih China membolehkan pelbagai teknik pencetakan suntikan khusus untuk memenuhi keperluan produk yang pelbagai:
- Pencetakan suntikan termoplastik standard: Ini adalah kaedah yang paling biasa, menggunakan polimer termoplastik yang boleh berulang kali cair dan kukuh. Ia sesuai untuk pelbagai produk pengguna dan perindustrian.
- Overmolding: Teknik ini melibatkan satu bahan yang membentuk satu lagi komponen yang sedia ada (substrat), selalunya untuk membuat produk dengan pelbagai bahan, warna, atau tekstur (mis., Pemegang lembut pada alat, meterai pada kandang elektronik). Substrat boleh menjadi plastik, logam, atau bahan lain.
- Masukkan acuan: Sama seperti overmolding, tetapi di sini, sisipan pra-terbentuk (biasanya komponen logam seperti sisipan berulir, pin, atau kenalan elektronik) dimasukkan ke dalam acuan sebelum suntikan. Plastik cair mengalir di sekitar dan merangkumi sisipan ini, mewujudkan satu bahagian bersepadu. Ini meningkatkan kekuatan, fungsi, atau membolehkan kekonduksian elektrik.
- Dua-tembakan (multi-shot) suntikan suntikan: Proses lanjutan ini menghasilkan bahagian -bahagian dengan dua atau lebih bahan plastik atau warna yang berbeza dalam satu kitaran pencetakan, selalunya dalam mesin yang sama. Ia menghapuskan keperluan untuk pemasangan dan membolehkan reka bentuk kompleks dengan sifat bahan yang berbeza atau ciri estetik.
- Pencetakan suntikan yang dibantu gas: Bagi bahagian -bahagian yang mempunyai bahagian tebal atau yang memerlukan penamat permukaan yang lebih baik dan tanda sinki yang dikurangkan, gas lengai (seperti nitrogen) disuntik ke dalam rongga acuan selepas pukulan separa plastik cair. Gas mencipta saluran dalaman, menolak plastik terhadap dinding acuan dan mengurangkan penggunaan bahan dan masa penyejukan.
- Pencetakan suntikan silikon cecair (LSR): Proses ini direka khusus untuk getah silikon cecair, bahan termoset yang dikenali untuk fleksibiliti, rintangan suhu tinggi, dan biokompatibiliti. Ia sering digunakan untuk peranti perubatan, anjing laut, dan barangan pengguna.
- Acuan dinding nipis: Teknik ini memberi tumpuan kepada menghasilkan bahagian -bahagian dengan bahagian dinding yang sangat nipis, biasanya untuk aplikasi di mana pengurangan bahan, ringan, dan masa kitaran cepat adalah kritikal, seperti pembungkusan atau barang pengguna pakai buang.
- Hot Runner Molds vs. Acuan pelari sejuk: Ini merujuk kepada sistem pelari (saluran yang membimbing plastik cair ke rongga acuan).
- Cold Runner Molds: Plastik dalam pelari menyejukkan dan menguatkan bersama dengan bahagian itu. Bahan pelari ini kemudian dikeluarkan dan mesti dikeluarkan dari bahagian, sering dikitar semula. Mereka lebih mudah dan lebih murah untuk dibina tetapi boleh menjana lebih banyak sisa.
- Acuan pelari panas: Para pelari disimpan dipanaskan, jadi plastik di dalamnya masih cair sepanjang kitaran. Ini bermakna tiada sisa bahan dari pelari, yang membawa kepada penggunaan bahan yang lebih cekap, masa kitaran yang lebih cepat, dan selalunya penamat kosmetik yang lebih baik di bahagian itu. Mereka lebih kompleks dan mahal untuk alat pada mulanya.
Bahan yang biasa digunakan dalam cetakan suntikan China:
Kemudahan pencetakan suntikan Cina berfungsi dengan pelbagai bahan termoplastik, yang dipilih berdasarkan sifat mekanikal, terma, kimia, dan estetik yang dikehendaki. Beberapa bahan yang paling biasa digunakan termasuk:
- Polypropylene (PP): Thermoplastik yang serba boleh dan kos efektif yang dikenali untuk rintangan kimia yang sangat baik, rintangan keletihan, dan fleksibiliti. Ia digunakan secara meluas dalam pembungkusan, komponen automotif, barangan pengguna, dan engsel hidup.
- Acrylonitrile butadiene styrene (ABS): Termoplastik kejuruteraan yang sukar, tegar, dan tahan terhadap kualiti estetik yang baik. Ia sering digunakan untuk perumahan peranti elektronik, bahagian dalaman automotif, mainan (mis., Bata Lego), dan produk pengguna kerana keupayaannya mudah dibentuk dan selesai.
- Polikarbonat (PC): Prestasi tinggi, kuat, dan sangat tahan terhadap termoplastik, sering telus. Ia menawarkan rintangan haba yang baik dan kestabilan dimensi, menjadikannya sesuai untuk aplikasi seperti kanta, gelas keselamatan, kandang elektronik, dan komponen automotif.
- Polyethylene (PE): Tersedia dalam pelbagai kepadatan (HDPE, LDPE, LLDPE), polietilena terkenal dengan fleksibiliti, rintangan kimia, dan sifat penebat elektrik yang baik. Ia biasanya digunakan untuk botol, bekas, beg, dan paip.
- Nylon (Polyamide - PA): Plastik kejuruteraan yang kuat dan tahan lama dengan rintangan haus yang baik, rintangan kimia, dan prestasi suhu tinggi. Ia sering diperkuat dengan gentian kaca untuk meningkatkan kekuatan dan digunakan dalam bahagian automotif (mis., Komponen enjin, penyambung), gear, dan galas.
- Polystyrene (PS): Datang dalam tujuan umum (GPP, jelas dan rapuh) dan gred berimpak tinggi (pinggul, legap dan sukar). Ia murah dan digunakan untuk alat makan pakai buang, kes CD, dan perumahan perkakas.
- Polyvinyl chloride (PVC): Bahan tahan lama dan serba boleh, yang terdapat dalam bentuk tegar dan fleksibel. Ia menawarkan rintangan kimia yang baik dan digunakan dalam paip, kelengkapan, bingkai tingkap, dan peranti perubatan.
- Elastomer termoplastik (TPE/TPR): Bahan -bahan ini menggabungkan sifat -sifat getah dan plastik, menawarkan fleksibiliti, cengkaman yang baik, dan penyerapan kejutan. Mereka digunakan untuk genggaman, meterai, gasket, dan komponen yang berlebihan.
Analisis kos cetakan suntikan China
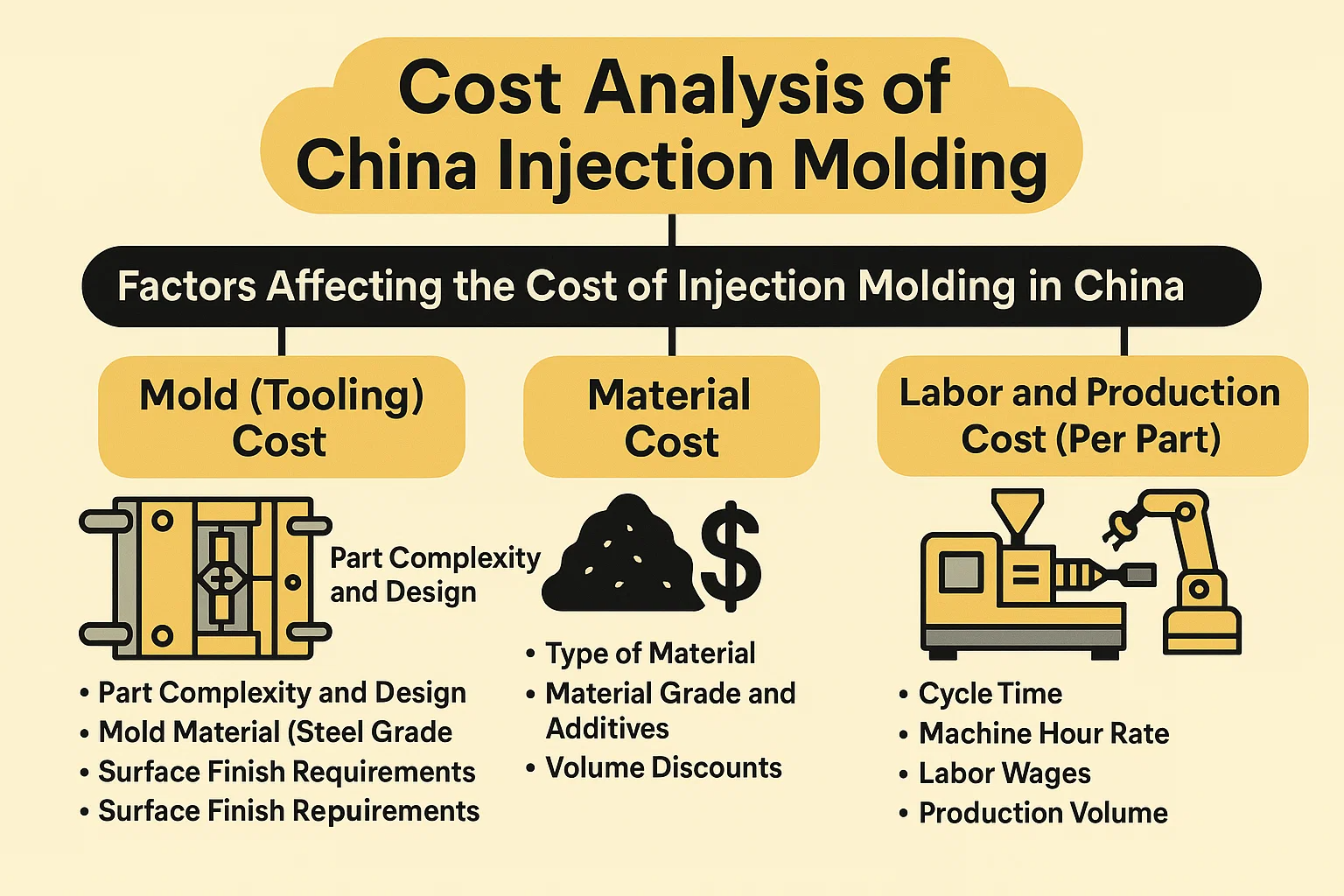
Salah satu motivasi utama bagi syarikat untuk memilih China untuk pengacuan suntikan adalah kelebihan kos yang dirasakan. Walaupun China umumnya menawarkan harga yang lebih kompetitif daripada banyak negara Barat, memahami pelbagai faktor yang menyumbang kepada kos keseluruhan adalah penting untuk belanjawan yang tepat dan mengelakkan perbelanjaan yang tidak dijangka. Jumlah kos projek pencetakan suntikan boleh dikategorikan secara meluas ke dalam kos acuan (perkakas), kos bahan, dan pengeluaran (buruh/mesin).
Faktor yang mempengaruhi kos pengacuan suntikan di China:
-
Kos acuan (perkakas): Ini sering merupakan pelaburan pendahuluan yang paling penting dan boleh berkisar secara dramatik.
- Kerumitan dan reka bentuk bahagian: Bahagian mudah dengan ketebalan dinding seragam, pemotongan minimum, dan geometri mudah memerlukan acuan yang kurang kompleks, yang membawa kepada kos perkakas yang lebih rendah. Sebaliknya, bahagian -bahagian yang rumit dengan butiran halus, toleransi yang ketat, pelbagai undercuts yang memerlukan tindakan sampingan atau pengangkat, dan tekstur kompleks akan memerlukan acuan yang lebih canggih dan mahal, sering memerlukan pemesinan yang lebih maju (mis., EDM) dan masa binaan yang lebih lama.
- Bahan acuan (gred keluli): Jenis keluli yang digunakan untuk acuan secara langsung memberi kesan kepada kos dan jangka hayatnya.
- P20, 718h: Ini adalah pilihan biasa untuk acuan prototaip atau pengeluaran volume yang lebih rendah, menawarkan keseimbangan kos dan prestasi yang baik.
- NAK80, H13: Keluli keras seperti ini jauh lebih mahal tetapi menawarkan ketahanan yang unggul, rintangan haba, dan keupayaan selesai permukaan, menjadikannya ideal untuk acuan pengeluaran tinggi, jangka hayat.
- Bilangan rongga: Acuan boleh mempunyai rongga tunggal (menghasilkan satu bahagian setiap kitaran) atau pelbagai rongga (menghasilkan beberapa bahagian setiap kitaran). Acuan pelbagai rongga mempunyai kos perkakas awal yang lebih tinggi tetapi secara dramatik mengurangkan kos pengeluaran setiap bahagian dengan meningkatkan output setiap kitaran, menjadikannya kos efektif untuk berjalan lantang tinggi.
- Pangkalan dan komponen acuan: Saiz acuan, jenis sistem pelari (pelari panas vs pelari sejuk), dan kualiti komponen acuan standard (pin ejektor, slaid, dan lain -lain) semuanya menyumbang kepada kos perkakas. Acuan pelari panas, sementara lebih mahal pada mulanya, menjimatkan sisa bahan dan masa kitaran, yang membawa kepada kos per bahagian yang lebih rendah dalam jumlah yang tinggi.
- Keperluan Selesai Permukaan: Permukaan yang sangat digilap (mis., SPI A-1 selesai) atau tekstur kompleks memerlukan buruh yang lebih intensif dan teknik perkakas khusus, menambah kos acuan.
- Jangka hayat acuan: Pengilang reka bentuk acuan untuk bilangan kitaran tertentu (tembakan). Acuan yang direka untuk jangka hayat yang lebih tinggi (mis., 1 juta tembakan) akan dibina dengan bahan dan ketepatan yang lebih mantap, menanggung kos yang lebih tinggi daripada acuan yang direka untuk 50,000 tembakan.
-
Kos bahan: Kos resin plastik itu sendiri adalah komponen langsung dan sering penting dalam kos per bahagian.
- Jenis Bahan: Seperti yang dibincangkan, plastik komoditi seperti PP atau ABS jauh lebih murah setiap kilogram daripada plastik kejuruteraan seperti PC, nilon, atau polimer berprestasi tinggi (mis., Peek, Ultem).
- Gred bahan dan bahan tambahan: Bahan dara lebih mahal daripada gred kitar semula. Kemasukan aditif seperti penstabil UV, retardan api, serat kaca (untuk kekuatan), pewarna (terutamanya warna tersuai, putih, atau telus), atau bahan tambahan berfungsi khas akan meningkatkan kos bahan.
- Diskaun kelantangan: Pembelian bahan yang lebih besar untuk pengeluaran volum tinggi sering dapat menjamin harga yang lebih baik daripada pembekal.
- Turun naik pasaran: Harga resin global tertakluk kepada permintaan pasaran, harga minyak, dan dinamik rantaian bekalan, yang boleh memberi kesan kepada kos per bahagian dari masa ke masa.
-
Kos buruh dan pengeluaran (setiap bahagian): Ini adalah kos yang berkaitan dengan menjalankan mesin pencetakan suntikan dan buruh yang terlibat.
- Masa kitaran: Masa yang diperlukan untuk menghasilkan satu bahagian (atau satu pukulan dari acuan pelbagai rongga) adalah pemandu kos kritikal. Masa kitaran yang lebih pendek bermakna lebih banyak bahagian boleh dihasilkan setiap jam, mengurangkan kos setiap bahagian. Faktor seperti reka bentuk bahagian (ketebalan dinding), sifat bahan, kecekapan penyejukan acuan, dan keupayaan mesin mempengaruhi masa kitaran.
- Kadar Jam Mesin: Ini termasuk kos elektrik, susut nilai mesin, penyelenggaraan, dan overhead yang diperuntukkan kepada masa operasi mesin. Mesin yang lebih besar, lebih canggih biasanya mempunyai kadar setiap jam yang lebih tinggi.
- Upah buruh: Kos buruh China, ketika meningkat, masih jauh lebih rendah daripada banyak negara Barat. Ini adalah faktor utama dalam kelebihan kos keseluruhan.
- Jilid Pengeluaran: Ini boleh dikatakan faktor yang paling berkesan pada kos per bahagian.
- Ekonomi skala: Kos tetap (seperti perkakas) dilunaskan ke atas jumlah bahagian yang dihasilkan. Semakin tinggi jumlah pengeluaran, semakin rendah kos per bahagian untuk kedua-dua perkakas dan persediaan.
- Persediaan dan Perubahan: Setiap kali acuan diubah atau pengeluaran pengeluaran baru ditubuhkan, terdapat kos yang berkaitan dengan downtime mesin dan buruh. Jumlah yang lebih tinggi mengurangkan kekerapan perubahan ini, mengoptimumkan kecekapan.
- Pemprosesan selepas: Sebarang operasi sekunder seperti deburring, pemasangan, lukisan, percetakan, atau pembungkusan khusus akan ditambah kepada kos per bahagian.
Membandingkan kos dengan negara lain:
China secara historis menawarkan kelebihan kos yang signifikan dalam pengacuan suntikan, terutamanya untuk pengeluaran sederhana hingga tinggi.
- China vs negara barat (mis., Amerika Syarikat, Eropah): Kos pencetakan suntikan Cina biasanya 20-50% lebih rendah daripada di Amerika Syarikat dan 30-60% lebih rendah daripada di Eropah. Jurang ini terutamanya didorong oleh:
- Kos buruh yang lebih rendah: Buruh mahir di China masih memerintahkan upah yang lebih rendah.
- Alat Kompetitif: Kos reka bentuk dan pembuatan acuan di China pada umumnya lebih rendah kerana kedai perkakas yang cekap, kos bahan yang lebih rendah (terutamanya untuk alat keluli), dan upah yang kompetitif untuk pembuat acuan.
- Ekonomi skala: Kapasiti pembuatan China yang luas membolehkan pengeluaran berskala besar, yang seterusnya mengurangkan kos setiap unit.
- Rantaian bekalan bersepadu: Rantaian bekalan yang matang dan saling berkaitan untuk bahan mentah, jentera, dan perkhidmatan sampingan membantu mengurangkan kos.
- China vs ekonomi baru muncul (mis., Vietnam, India, Mexico): Walaupun negara-negara seperti Vietnam, India, dan Mexico muncul sebagai alternatif kos rendah, terutamanya untuk jenis produk tertentu atau bagi syarikat yang mencari kepelbagaian serantau, China sering masih mengekalkan kelebihan dalam:
- Kecanggihan dan keupayaan perkakas: Untuk acuan kompleks dan bahagian ketepatan tinggi, kepakaran perkakas China pada umumnya lebih maju.
- Kematangan rantaian bekalan: Rantaian bekalan yang mantap dan luas China untuk pencetakan suntikan sukar dipadankan.
- Skala: Untuk projek yang sangat tinggi, kapasiti dan kecekapan China sering lebih unggul.
- Kenaikan kos di China: Adalah penting untuk diperhatikan bahawa kos buruh di China semakin meningkat, dan faktor -faktor seperti tarif dan pertimbangan geopolitik boleh memberi kesan kepada persamaan kos keseluruhan. Walau bagaimanapun, bagi banyak projek, terutama yang memerlukan perkakas kompleks atau jumlah besar, China tetap sangat kompetitif.
Petua untuk mengurangkan kos pengacuan suntikan:
- Mengoptimumkan reka bentuk bahagian untuk pembuatan (DFM):
- Memudahkan geometri: Mengurangkan ciri -ciri kompleks, undercuts, dan kerumitan yang tidak perlu.
- Mengekalkan ketebalan dinding seragam: Ini menggalakkan penyejukan yang konsisten, mengurangkan masa kitaran, menghalang tanda -tanda melengkung dan tenggelam, dan memudahkan reka bentuk acuan.
- Tambah Draf Sudut: Memastikan draf yang mencukupi (tirus) pada semua dinding menegak untuk membolehkan lekukan bahagian mudah, mengurangkan daya lekuk dan kerosakan yang berpotensi, dan mengelakkan pengubahsuaian acuan yang mahal.
- Menggabungkan tulang rusuk dan gusset: Daripada meningkatkan ketebalan dinding untuk kekuatan, gunakan tulang rusuk dan gusset untuk menambah ketegaran sambil meminimumkan penggunaan bahan dan masa penyejukan.
- Pertimbangkan bahagian diri atau bahagian sejagat: Merancang bahagian -bahagian yang boleh digunakan secara bergantian (mis., Atas dan bawah yang sama) dapat mengurangkan bilangan acuan unik yang diperlukan.
- Pemilihan Bahan Strategik:
- Pilih Bahan Standard: Memilih resin yang biasa dan kurang mahal seperti PP atau ABS kecuali keperluan prestasi khusus memerlukan kejuruteraan atau plastik berprestasi tinggi.
- Kurangkan perubahan warna: Menggunakan resin "semula jadi" atau hitam sering paling murah. Warna adat atau unik menambah kos kerana perbelanjaan pewarna dan pembersihan mesin antara larian.
- Pertimbangkan kandungan kitar semula: Jika sesuai untuk aplikasi anda, menggunakan termoplastik kitar semula dapat mengurangkan kos bahan.
- Mengoptimumkan jumlah pengeluaran:
- Perlawanan peronggaan kepada kelantangan: Untuk jumlah yang sangat tinggi, melabur dalam acuan pelbagai rongga untuk mengurangkan kos setiap bahagian. Untuk jumlah yang lebih rendah, satu acuan tunggal atau acuan prototaip cepat (mis., Aluminium) mungkin lebih efektif.
- Menyatukan pesanan: Sekiranya anda mempunyai pelbagai bahagian, menghasilkannya secara serentak atau menyatukan pesanan boleh memanfaatkan skala ekonomi untuk bahan dan pengeluaran.
- Bekerja rapat dengan pembekal anda mengenai perkakas:
- Bincangkan bahan acuan: Memahami perdagangan antara kos acuan dan jangka hayat berdasarkan jumlah pengeluaran yang diunjurkan.
- Pertimbangkan Hot vs. Cold Runner: Untuk jumlah yang tinggi, kos awal yang lebih tinggi dari acuan pelari panas boleh diimbangi dengan cepat oleh penjimatan bahan dan masa kitaran yang lebih cepat.
- Berunding pemilikan perkakas: Jelaskan siapa yang memiliki acuan dan istilah untuk penyelenggaraan dan penyimpanannya.
- Komunikasi yang berkesan dan kawalan kualiti:
- Berikan spesifikasi yang jelas: Lukisan 2D terperinci dengan toleransi dan model CAD 3D adalah penting untuk mengelakkan salah tafsir dan kerja semula yang mahal.
- Melaksanakan pemeriksaan kualiti yang mantap: Kawalan kualiti proaktif boleh menghalang sekerap mahal, kerja semula, dan penghantaran bahagian yang cacat.
- Menyelaraskan logistik dan pembungkusan:
- Mengoptimumkan kaedah penghantaran: Kelajuan keseimbangan (pengangkutan udara) dengan kos (kargo laut) berdasarkan garis masa anda.
- Pembungkusan Mudah: Pembungkusan pukal standard lebih murah daripada pembungkusan runcit tersuai.
Kawalan Kualiti di Cetakan Suntikan China
Walaupun keberkesanan kos adalah cabaran utama untuk pencetakan suntikan China, mencapai dan mengekalkan kualiti produk yang tinggi adalah yang paling utama. Tanpa kawalan kualiti yang ketat (QC), walaupun harga terendah boleh menyebabkan kerugian yang ketara melalui produk yang cacat, ketidakpuasan pelanggan, kerosakan jenama, dan kerja semula atau kenangan yang mahal. Memahami bagaimana kualiti diuruskan, apa isu yang perlu dicari, dan pensijilan untuk mencari adalah penting untuk perkongsian pembuatan yang berjaya.
Kepentingan kawalan kualiti:
Kawalan kualiti bukan semata -mata satu peringatan; Ia adalah sebahagian daripada keseluruhan kitaran hayat pembuatan, dari reka bentuk ke penghantaran. Kepentingannya tidak dapat dilebih -lebihkan dalam pengacuan suntikan, terutama ketika penyumberan luar:
- Memastikan kebolehpercayaan dan prestasi produk: Kualiti yang konsisten memastikan bahawa setiap bahagian berfungsi seperti yang dimaksudkan, memenuhi spesifikasi reka bentuk, dan melakukan dengan pasti dalam aplikasi akhirnya.
- Meminimumkan kecacatan dan sisa: QC yang berkesan mengenal pasti isu -isu awal dalam proses, menghalang pengeluaran kumpulan besar bahagian yang cacat, dengan itu mengurangkan sisa bahan, penggunaan tenaga, dan kos kerja semula.
- Mengekalkan reputasi jenama: Produk berkualiti tinggi membina kepercayaan dan kesetiaan pelanggan, meningkatkan imej dan kedudukan pasaran jenama anda. Sebaliknya, kegagalan kualiti dapat dengan cepat mencemarkan reputasi.
- Memenuhi piawaian dan peraturan industri: Banyak industri (mis., Perubatan, automotif, aeroangkasa) mempunyai keperluan pengawalseliaan yang ketat yang dibentuk oleh bahagian -bahagian yang dibentuk. QC memastikan pematuhan.
- Penjimatan kos dalam jangka masa panjang: Semasa melaksanakan langkah -langkah QC mempunyai kos pendahuluan, ia menjimatkan lebih banyak dengan mencegah penarikan balik yang mahal, tuntutan jaminan, pulangan, dan keperluan untuk memisahkan dan mengulangi bahagian.
- Pengeluaran yang boleh diramalkan: Sistem QC yang mantap membawa kepada lebih banyak hasil pengeluaran yang boleh diramal, kelewatan yang lebih sedikit, dan jadual penghantaran yang lebih dipercayai.
Isu kualiti biasa dan bagaimana untuk mengelakkannya:
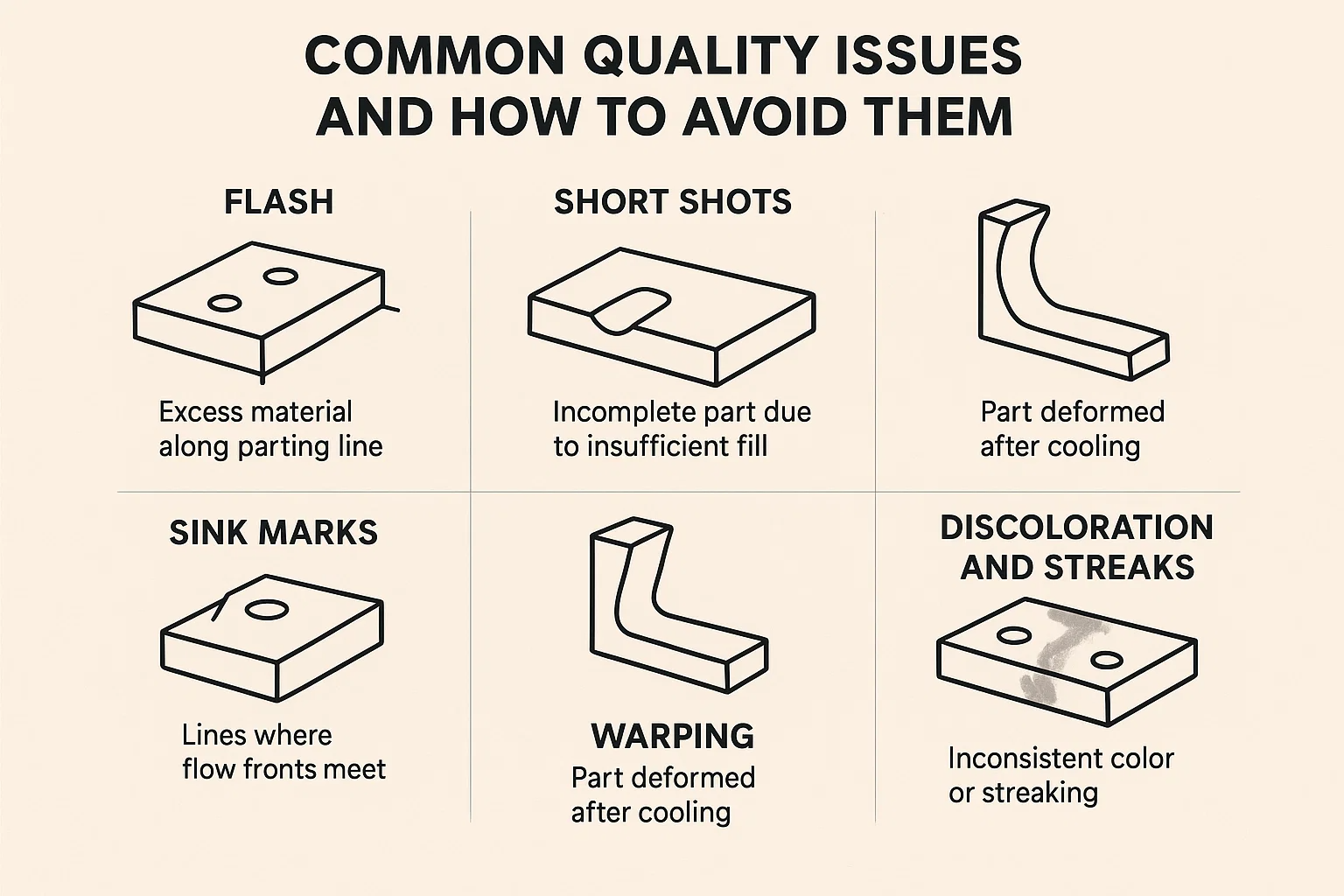
Walaupun ketepatan pengacuan suntikan, pelbagai kecacatan boleh berlaku. Menyedari ini dan memahami sebab-sebab mereka adalah kunci pencegahan dan penyelesaian masalah yang berkesan dengan pengeluar Cina anda.
-
Flash (atau burrs):
- Penerangan: Bahan yang berlebihan meresap dari rongga acuan, membentuk lapisan nipis dan tidak diingini di sepanjang garis perpisahan bahagian.
- Punca: Terlalu banyak tekanan suntikan atau kelajuan, daya pengapit yang tidak mencukupi, acuan yang sudah haus, misalignment acuan, atau reka bentuk acuan yang lemah (mis., Pengedap tidak wajar).
- Mengelakkan: Mengoptimumkan parameter suntikan (tekanan, kelajuan), memastikan daya pengapit yang mencukupi, penyelenggaraan dan pemeriksaan acuan biasa, dan reka bentuk acuan yang tepat.
-
Tembakan pendek (atau bukan pengisi):
- Penerangan: Bahagian yang tidak lengkap di mana plastik cair tidak sepenuhnya mengisi rongga acuan, mengakibatkan bahagian yang hilang.
- Punca: Bahan yang tidak mencukupi disuntik, tekanan suntikan/kelajuan yang rendah, kelikatan bahan terlalu tinggi, suhu acuan terlalu rendah, atau udara yang terperangkap/tidak mencukupi.
- Mengelakkan: Meningkatkan saiz pukulan, meningkatkan tekanan suntikan/kelajuan, memastikan suhu cair yang betul, mengoptimumkan suhu acuan, meningkatkan pembuangan acuan, atau mempertimbangkan perubahan lokasi pintu.
-
Tanda Tenggelam:
- Penerangan: Lekukan atau kawah cetek di permukaan bahagian yang dibentuk, biasanya di bahagian tebal.
- Punca: Penyejukan plastik yang tidak sekata, terutamanya apabila bahagian tebal sejuk lebih perlahan dan mengecil ke dalam, atau tekanan pembungkusan/pegangan yang tidak mencukupi.
- Mengelakkan: Bahagian reka bentuk dengan ketebalan dinding seragam, meningkatkan tekanan dan masa, cair bawah atau suhu acuan sedikit, atau mengubah reka bentuk bahagian untuk mengurangkan bahagian tebal.
-
Warping (atau distorsi):
- Penerangan: Bahagian cacat atau berpintal yang tidak mengekalkan bentuk yang dimaksudkan selepas penyejukan.
- Punca: Kadar penyejukan yang tidak rata di seluruh bahagian, tekanan dalaman dari pengecutan bahan, atau reka bentuk acuan yang tidak betul (mis., Kekurangan ketebalan dinding seragam, saluran penyejukan yang tidak mencukupi).
- Mengelakkan: Pastikan penyejukan seragam dan suhu acuan, mengoptimumkan masa penyejukan, bahagian reka bentuk dengan ketebalan dinding yang konsisten, atau mempertimbangkan perubahan material dengan kadar pengecutan yang lebih rendah.
-
Garis kimpalan (atau garis bersatu):
- Penerangan: Garis atau takuk yang kelihatan di mana dua atau lebih aliran bahagian depan plastik cair dan solidify semula, selalunya di sekitar lubang atau sisipan. Ini boleh menjadi kosmetik atau kelemahan struktur.
- Punca: Plastik cair menguatkan sebelum pengadunan sepenuhnya, suhu cair rendah atau acuan, atau penempatan pintu yang lemah.
- Mengelakkan: Meningkatkan suhu cair/acuan, meningkatkan kelajuan suntikan, mengoptimumkan lokasi pintu untuk meminimumkan laluan aliran, atau menggunakan bahan dengan ciri aliran yang lebih baik.
-
Perubahan warna dan coretan:
- Penerangan: Warna yang tidak konsisten, streaking, atau blotches di permukaan bahagian.
- Punca: Pencemaran dalam bahan mentah, pencampuran pewarna yang tidak wajar, kemerosotan bahan akibat haba yang berlebihan, atau sisa di barel mesin/muncung.
- Mengelakkan: Pastikan kebersihan bahan mentah, pengeringan bahan hygroscopic yang betul, dos pewarna yang tepat, kawalan suhu cair yang dioptimumkan, dan pembersihan mesin biasa.
-
Lompang (atau gelembung):
- Penerangan: Gelembung udara yang terperangkap atau poket kosong di dalam bahagian yang dibentuk.
- Punca: Tekanan pembungkusan yang tidak mencukupi, gas terperangkap dari kelembapan atau kemerosotan bahan, atau penyejukan cepat yang menutup kulit luar sebelum teras dapat menguatkan.
- Mengelakkan: Meningkatkan tekanan pembungkusan, memastikan pengeringan bahan yang betul, meningkatkan pembuangan acuan, atau mengoptimumkan kadar penyejukan.
Langkah dan Persijilan Kawalan Kualiti:
Pengilang suntikan Cina yang bereputasi melaksanakan langkah -langkah QC yang komprehensif sepanjang keseluruhan proses pengeluaran. Apabila membekalkan pembekal, cari bukti yang berikut:
-
Reka Bentuk untuk Pengeluaran (DFM) Kajian: QC bermula pada fasa reka bentuk. Pengilang yang baik akan menyemak reka bentuk bahagian anda untuk isu -isu pencetakan yang berpotensi (mis., Ketebalan dinding, draf sudut, undercuts) sebelum fabrikasi acuan, menghalang kesilapan yang mahal di bawah garis.
-
Pemeriksaan Bahan Masuk (IQC):
- Pengesahan bahan mentah (resin) terhadap spesifikasi (mis., Lembaran data keselamatan bahan - MSD, Sijil Analisis - COA).
- Memeriksa pengeringan bahan hygroscopic yang betul, kerana kelembapan boleh menyebabkan kecacatan.
-
Pemeriksaan acuan/perkakas:
- Pemeriksaan menyeluruh mengenai acuan yang direka sebelum pengeluaran, termasuk pemeriksaan dimensi, pengesahan penamat permukaan, dan ujian fungsi (mis., Sistem pelari panas, mekanisme lonjakan).
- Pemeriksaan Artikel Pertama (FAI): Menghasilkan sekumpulan kecil bahagian ("artikel pertama") dari acuan baru dan melakukan pemeriksaan dimensi terperinci dan ujian fungsional. Ini adalah langkah penting untuk mengesahkan ketepatan acuan sebelum pengeluaran besar -besaran.
-
Kawalan Kualiti Dalam Proses (IPQC):
- Pemantauan Parameter: Pemantauan dan kawalan berterusan parameter pengacuan kritikal (suhu, tekanan, masa kitaran, kelajuan suntikan) menggunakan teknik kawalan proses statistik (SPC) untuk memastikan konsistensi.
- Pemeriksaan Visual: Pemeriksaan visual biasa oleh pengendali untuk kecacatan seperti kilat, perubahan warna, atau tembakan pendek.
- Pemeriksaan dimensi: Pengukuran dimensi berkala bahagian semasa pengeluaran menggunakan caliper, mikrometer, CMM (mesin pengukur koordinat), atau pembanding optik untuk memastikan mereka kekal dalam toleransi tertentu.
- Pensampelan: Melaksanakan pelan pensampelan yang ditetapkan (mis., AQL - Had kualiti yang boleh diterima) untuk memeriksa subset bahagian pada selang masa yang tetap.
-
Kawalan Kualiti Akhir (FQC) / pemeriksaan pra-penghantaran:
- Pemeriksaan akhir produk akhir sebelum pembungkusan dan penghantaran. Ini termasuk ujian visual, dimensi, dan sering berfungsi.
- Pengesahan pembungkusan dan pelabelan.
- Sering kali, agensi pemeriksaan pihak ketiga digunakan pada peringkat ini untuk penilaian yang tidak berat sebelah.
Pensijilan:
Pensijilan menunjukkan komitmen pengilang untuk sistem pengurusan kualiti yang ditubuhkan dan piawaian industri tertentu.
- ISO 9001: Ini adalah standard antarabangsa yang paling biasa dan asas untuk Sistem Pengurusan Kualiti (QMS). Syarikat bersertifikat ISO 9001 mempunyai sistem yang didokumenkan untuk menguruskan prosesnya, memastikan konsistensi, kepuasan pelanggan, dan peningkatan berterusan. Ia adalah jangkaan asas bagi mana -mana pengeluar Cina yang bereputasi.
- ISO/TS 16949 (sekarang IATF 16949): Ini adalah standard pengurusan kualiti khusus untuk industri automotif. Pengilang dengan pensijilan ini sangat berpengalaman dalam keperluan kualiti yang ketat, kawalan proses, dan peningkatan berterusan, menjadikannya rakan kongsi yang ideal untuk komponen automotif.
- ISO 13485: Piawaian ini menentukan keperluan untuk sistem pengurusan kualiti yang komprehensif untuk reka bentuk dan pembuatan perubatan
- CE, ROHS, REACH, FDA, dan lain -lain: Ini adalah pensijilan pematuhan khusus produk yang berkaitan dengan pasaran tertentu atau sekatan bahan. Walaupun tidak secara langsung pensijilan QMS, kebiasaan pengilang dengan piawaian dan keupayaan untuk menghasilkan bahagian yang mematuhi adalah petunjuk yang kuat terhadap keupayaan kualiti mereka.
Mencari rakan kongsi suntikan suntikan yang betul
Mengenal pasti dan mendapatkan rakan kongsi suntikan yang boleh dipercayai dan kompeten di China boleh dikatakan langkah yang paling penting untuk kejayaan projek anda. Pasaran ini luas, dengan beribu -ribu pembekal dari bengkel kecil ke kilang -kilang besar dan sangat automatik. Menavigasi landskap ini memerlukan pendekatan strategik, ketekunan wajar, dan pemahaman tentang komunikasi dan kebudayaan yang berkesan.
Di mana untuk mencari syarikat pencetakan suntikan di China:
Terdapat beberapa jalan untuk diterokai ketika mencari rakan kongsi pembuatan yang berpotensi:
-
Platform dan direktori B2B dalam talian: Ini sering menjadi perhentian pertama untuk banyak perniagaan kerana pangkalan data dan kebolehaksesan mereka yang luas.
- Alibaba.com: Pasaran B2B global terbesar, yang menawarkan pemilihan pengeluar yang luas. Gunakan penapis untuk "pembekal yang disahkan," "jaminan perdagangan," dan kategori produk khusus untuk menyempitkan carian anda. Mengkaji profil pembekal, sejarah transaksi, dan ulasan pelanggan.
- Sumber Global (globalsources.com): Sama seperti Alibaba, dengan tumpuan yang kuat terhadap elektronik, komponen, dan industri yang lebih khusus. Dikenali dengan profil syarikat yang lebih terperinci.
- Made-in-china.com: Satu lagi platform terkemuka yang menawarkan pelbagai pembekal di pelbagai industri, termasuk plastik dan pencetakan.
- Direktori pembuatan khusus: Sesetengah laman web atau persatuan industri mungkin menawarkan lebih banyak senarai pengilang yang khusus memberi tumpuan kepada pengacuan suntikan atau jenis produk tertentu anda.
- Perkhidmatan Sourcing Terurus: Syarikat -syarikat seperti xometri atau sekutu sumber menawarkan perkhidmatan yang diuruskan di mana mereka mempunyai rangkaian pembekal Cina dan mengendalikan pengurusan komunikasi dan projek bagi pihak anda, yang boleh memberi manfaat kepada mereka yang baru untuk mendapatkan sumber di China atau dengan sumber yang terhad.
-
Pertunjukan Perdagangan: Menghadiri pameran perdagangan di China menawarkan peluang yang tiada tandingan untuk interaksi tatap muka, lawatan kilang, dan secara langsung menilai keupayaan.
- Chinaplas: Ini boleh dikatakan sebagai plastik terkemuka di dunia dan pameran perdagangan getah, yang diadakan setiap tahun di China (bergantian antara Shenzhen dan Shanghai). Ini adalah acara penting untuk menemui teknologi baru, bahan, dan menghubungkan dengan sejumlah besar pengeluar jentera dan penyedia perkhidmatan suntikan.
- Mati & acuan cina: Satu lagi pameran penting yang memberi tumpuan khusus pada pembuatan acuan dan mati, yang merupakan integral kepada pengacuan suntikan.
- Canton Fair (China Import and Export Fair): Walaupun pameran yang lebih luas yang meliputi hampir semua kategori produk, Fair Canton sering mempunyai seksyen yang signifikan yang didedikasikan untuk produk jentera dan perindustrian di mana syarikat pengacuan suntikan dipamerkan.
- Pameran khusus industri: Bergantung pada produk anda (mis., Bahagian automotif, peranti perubatan), mungkin terdapat pameran perdagangan khusus di China di mana anda dapat mencari pengeluar dengan kepakaran dan pensijilan yang relevan.
-
Rujukan dan rangkaian:
- Sambungan Industri: Memanfaatkan rangkaian profesional anda. Tanya rakan sekerja, rakan sebaya industri, atau perunding untuk cadangan berdasarkan pengalaman positif mereka.
- Ejen/Perunding Sourcing: Ejen sumber atau perunding yang berpengalaman dengan kehadiran dan rangkaian yang kuat di China dapat memberikan bantuan yang tidak ternilai. Mereka sering mempunyai senarai pembekal yang boleh dipercayai dan boleh menjembatani jurang budaya dan komunikasi.
Ketekunan wajar: Mengesahkan keupayaan dan pengalaman pembekal:
Sebaik sahaja anda mempunyai senarai rakan kongsi yang berpotensi, ketekunan wajar yang ketat adalah kritikal. Jangan bergantung semata -mata pada profil dalam talian.
-
Minta maklumat syarikat yang komprehensif:
- Lesen Perniagaan dan Pendaftaran: Minta salinan lesen perniagaan rasmi mereka. Sahkan legitimasinya melalui pangkalan data kerajaan China rasmi (mis., Sistem Publisiti Maklumat Kredit Perusahaan Kebangsaan - NECIPS). Ini mengesahkan mereka adalah entiti yang didaftarkan secara sah.
- Pensijilan: Minta salinan pensijilan yang berkaitan (ISO 9001, ISO 13485, IATF 16949, dan lain -lain) dan sahkan keaslian mereka dengan badan -badan yang mengeluarkan jika boleh.
- Lesen Eksport: Memastikan mereka mempunyai lesen yang diperlukan untuk mengeksport barangan dari China.
- Profil dan Sejarah Syarikat: Memahami tahun -tahun mereka dalam perniagaan, saiz syarikat, bilangan pekerja, dan pasaran utama yang disampaikan. Sejarah operasi yang lebih lama sering menunjukkan kestabilan.
-
Menilai keupayaan pembuatan:
- Senarai Peralatan: Minta senarai terperinci jentera mereka, termasuk suntikan mesin, jenama, dan umur suntikan. Ini menunjukkan keupayaan dan keupayaan mereka untuk mengendalikan saiz bahagian anda.
- Keupayaan perkakas: Tanya jika mereka mempunyai keupayaan reka bentuk dan pembuatan acuan dalaman atau jika mereka menyumber luar. Peralatan dalaman sering memberikan kawalan yang lebih baik ke atas kualiti dan masa memimpin.
- Kapasiti Pengeluaran: Bincangkan kapasiti pengeluaran harian/bulanan mereka yang berkaitan dengan jumlah projek anda.
- Pengalaman Bahan: Sahkan pengalaman mereka dengan bahan plastik tertentu yang anda rancangkan untuk digunakan.
- Operasi Menengah: Tanya tentang keupayaan mereka untuk proses pasca cetakan seperti pemasangan, lukisan, percetakan, kimpalan ultrasonik, dan lain-lain, jika diperlukan.
- Contoh Bahagian: Permintaan sampel bahagian yang mereka telah dibentuk sebelum ini (idealnya sama dengan kerumitan atau bahan kepada anda). Ini memberi anda rasa yang ketara tentang kualiti mereka.
-
Menilai sistem kawalan kualiti:
- Dokumentasi QMS: Minta manual atau prosedur Sistem Pengurusan Kualiti (QMS) mereka, terutamanya yang berkaitan dengan pemeriksaan bahan masuk, kawalan dalam proses, dan pemeriksaan akhir.
- Peralatan Pemeriksaan: Tanya tentang alat pemeriksaan mereka (CMM, Calipers, Tolok, Comparator Optical).
- Kebolehkesanan: Memahami sistem mereka untuk menjejaki bahan dan kelompok pengeluaran.
- Pengurusan kecacatan: Bagaimanakah mereka mengenal pasti, mendokumenkan, dan menyelesaikan masalah kualiti?
- Audit pihak ketiga: Pertimbangkan untuk menyewa syarikat pemeriksaan pihak ketiga untuk menjalankan audit kilang. Ini memberikan penilaian objektif kemudahan, proses, dan sistem kualiti mereka.
-
Pemeriksaan Kestabilan Kewangan (jika boleh): Walaupun lebih sukar untuk mendapatkan secara langsung, pembekal kewangan yang stabil kurang berkemungkinan untuk menghentikan operasi pertengahan operasi. Ejen sumber atau agensi kredit perdagangan mungkin dapat memberikan beberapa pandangan.
-
Rujukan: Permintaan rujukan dari pelanggan antarabangsa yang sedia ada atau masa lalu, dan sebenarnya hubungi mereka untuk bertanya tentang pengalaman mereka mengenai kualiti, penghantaran, komunikasi, dan penyelesaian masalah.
Pertimbangan komunikasi dan budaya:
Komunikasi yang berkesan adalah penting untuk berjaya dan mengatasi cabaran yang berpotensi ketika bekerja dengan pengeluar Cina.
-
Halangan Bahasa:
- Penguasaan Bahasa Inggeris: Walaupun banyak profesional perniagaan Cina berbahasa Inggeris, tahap kemahiran berbeza -beza. Gunakan bahasa yang jelas dan ringkas. Elakkan slang, jargon, dan ayat yang terlalu kompleks.
- Komunikasi bertulis: Memilih komunikasi bertulis (e -mel, mesej WeChat) untuk memastikan rekod perbincangan dan keputusan yang jelas. Gunakan mata peluru dan senarai bernombor untuk kejelasan.
- Visual: Menggunakan model CAD 3D, lukisan 2D terperinci dengan toleransi, foto anotasi, dan video untuk menyampaikan maklumat dengan tepat. "Gambar bernilai seribu perkataan" terutama berlaku di sini.
- Orang hubungan yang berdedikasi: Bertujuan untuk menjalin hubungan dengan orang hubungan yang spesifik dan berbahasa Inggeris yang bertanggungjawab untuk projek anda.
-
Nuansa kebudayaan:
- Guanxi (hubungan): Di China, hubungan sangat dihargai dalam perniagaan. Masa melabur dalam membina kepercayaan dan hubungan ("Guanxi") boleh membawa kepada operasi yang lebih lancar, fleksibiliti yang lebih besar, dan hasil yang lebih baik. Ini boleh melibatkan komunikasi biasa, menunjukkan rasa hormat, dan kadang -kadang juga penglibatan sosial.
- "Saving Face" (Mianzi): Konsep ini sangat penting. Budaya perniagaan Cina sering menghindari "tidak" langsung atau konfrontasi terbuka untuk mengelakkan menyebabkan sesiapa "kehilangan muka" (malu, kehilangan maruah, atau reputasi).
- Implikasi: A "ya" kadang -kadang bermaksud "mungkin," "Saya faham soalan itu," atau "Saya akan cuba." Ia tidak selalu menjamin keupayaan atau persetujuan.
- Strategi: Bersabar dan sahkan pemahaman. Tanya soalan terbuka. Daripada "bolehkah anda melakukan ini?", Cuba "Bagaimana anda akan mencapai x?" atau "Apakah cabaran yang anda anggap dengan Y?" Cari penjelasan terperinci dan pelan yang boleh diambil tindakan daripada sekadar pengesahan yang mudah. Elakkan mengkritik secara terbuka atau secara langsung mencabar hubungan anda; Memberi maklum balas secara konstruktif dan persendirian.
- Hierarki: Hormati rantaian perintah. Keputusan sering datang dari lebih tinggi. Memahami siapa pembuat keputusan dan cuba membina hubungan dengan mereka.
- Kesabaran dan pandangan jangka panjang: Membina hubungan pembuatan yang berjaya di China sering mengambil masa. Bersabar, melabur dalam hubungan, dan fokus pada manfaat bersama jangka panjang dan bukannya interaksi transaksional semata-mata.
- Gaya Rundingan: Bersedia untuk gaya rundingan yang berbeza. Kadang -kadang petikan awal mungkin tinggi, mengharapkan rundingan. Fokus pada hasil menang-menang.
Prototaip dan perkakas
Sebelum menyelam ke dalam pengeluaran besar -besaran, dua peringkat kritikal dalam perjalanan pencetakan suntikan adalah prototaip dan perkakas. Fasa-fasa ini memainkan peranan penting dalam mengesahkan reka bentuk anda, memastikan pembuatan, dan bersiap sedia untuk pengeluaran yang berkualiti tinggi.
Peranan prototaip dalam acuan suntikan:
Prototaip adalah penciptaan model fizikal awal produk anda atau komponennya. Untuk pengacuan suntikan, prototaip berfungsi beberapa fungsi penting:
-
Pengesahan dan Pengesahan Reka Bentuk:
- Borang, Fit, dan Fungsi (FFF): Prototaip membolehkan anda menilai secara fizikal sama ada dimensi, bentuk, dan ciri bahagian anda adalah betul, jika ia sesuai dengan komponen lain dalam perhimpunan, dan jika ia melaksanakan fungsi yang dimaksudkan dalam persekitaran dunia nyata.
- Pengesanan kecacatan awal: Banyak kelemahan reka bentuk atau isu yang berkaitan dengan pemasangan, ergonomik, atau integriti struktur hanya terbukti dalam model fizikal, bukan pada skrin. Menangkap awal ini menjimatkan masa yang besar dan kos hiliran.
- Penilaian Aestetik: Prototaip memberikan perwakilan ketara penampilan produk, yang membolehkan pelarasan estetik sebelum melakukan perkakas pengeluaran yang mahal.
-
Kecekapan kos:
- Mengelakkan kerja semula yang mahal: Mengubah acuan pengeluaran siap sangat mahal dan memakan masa. Prototaip mengenal pasti isu reka bentuk di hadapan, yang membolehkan pelarasan prototaip digital atau cepat kos rendah sebelum acuan dipotong. "Gagal awal, gagal murah."
- Ujian Bahan dan Proses: Walaupun sering tidak dibuat dari bahan pengeluaran akhir atau dengan acuan pengeluaran, prototaip dapat membantu mengesahkan aspek tingkah laku material atau menyerlahkan cabaran pencetakan yang berpotensi.
-
Dipercepatkan masa ke pasaran: Dengan menyelaraskan proses pengesahan reka bentuk, prototaip membantu mengurangkan kitaran pembangunan produk secara keseluruhan, membolehkan anda membawa produk anda ke pasaran lebih cepat.
-
Komunikasi dan kerjasama yang lebih baik: Prototaip fizikal berfungsi sebagai bahasa sejagat di kalangan pereka, jurutera, pasukan pemasaran, dan pihak berkepentingan. Ia memudahkan perbincangan yang lebih jelas, menyelaraskan jangkaan, dan memastikan semua orang berada di halaman yang sama mengenai produk akhir.
Kaedah prototaip (pencetakan pra-suntikan):
Walaupun "pengacuan suntikan prototaip" (menggunakan alat aluminium atau keluli lembut untuk larian rendah) wujud, peringkat awal prototaip sering menggunakan kaedah lain:
- Percetakan 3D (Pembuatan Aditif):
- Kelebihan: Sangat cepat, kos efektif untuk unit tunggal atau jumlah yang sangat rendah, membolehkan geometri kompleks, dan perubahan reka bentuk berulang cepat.
- Kekurangan: Ciri -ciri bahan biasanya tidak meniru resin pengacuan suntikan sebenar (mis., Kekuatan, kemasan permukaan, sifat terma), tidak sesuai untuk jumlah yang tinggi, dan tidak dapat benar -benar mengesahkan proses pengacuan suntikan itu sendiri. Terbaik untuk bentuk awal dan pemeriksaan yang sesuai.
- Pemesinan CNC:
- Kelebihan: Boleh mencapai ketepatan yang tinggi, berfungsi dengan pelbagai plastik gred kejuruteraan yang lebih dekat dengan bahan pengeluaran akhir.
- Kekurangan: Lebih mahal dan lebih perlahan daripada percetakan 3D, terutamanya untuk bahagian yang kompleks; Masih tidak sepenuhnya meniru tekanan/aliran suntikan suntikan.
- Casting Vacuum (pemutus urethane):
- Kelebihan: Baik untuk menghasilkan kelompok kecil (10-50 unit) bahagian-bahagian yang mensimulasikan bahagian-bahagian suntikan suntikan dari segi penampilan dan sifat-sifat mekanikal tertentu, menggunakan acuan silikon dari corak induk.
- Kekurangan: Bukan bahan pencetakan suntikan sebenar, boleh mempunyai batasan dalam saiz dan kerumitan bahagian, dan hanya untuk jumlah yang sangat rendah.
Memahami kos perkakas dan masa plumbum (perkakas acuan suntikan):
Peralatan, atau fabrikasi acuan, adalah pelaburan pendahuluan yang paling penting dalam pengacuan suntikan. Memahami kosnya dan masa utama adalah penting untuk perancangan projek dan belanjawan.
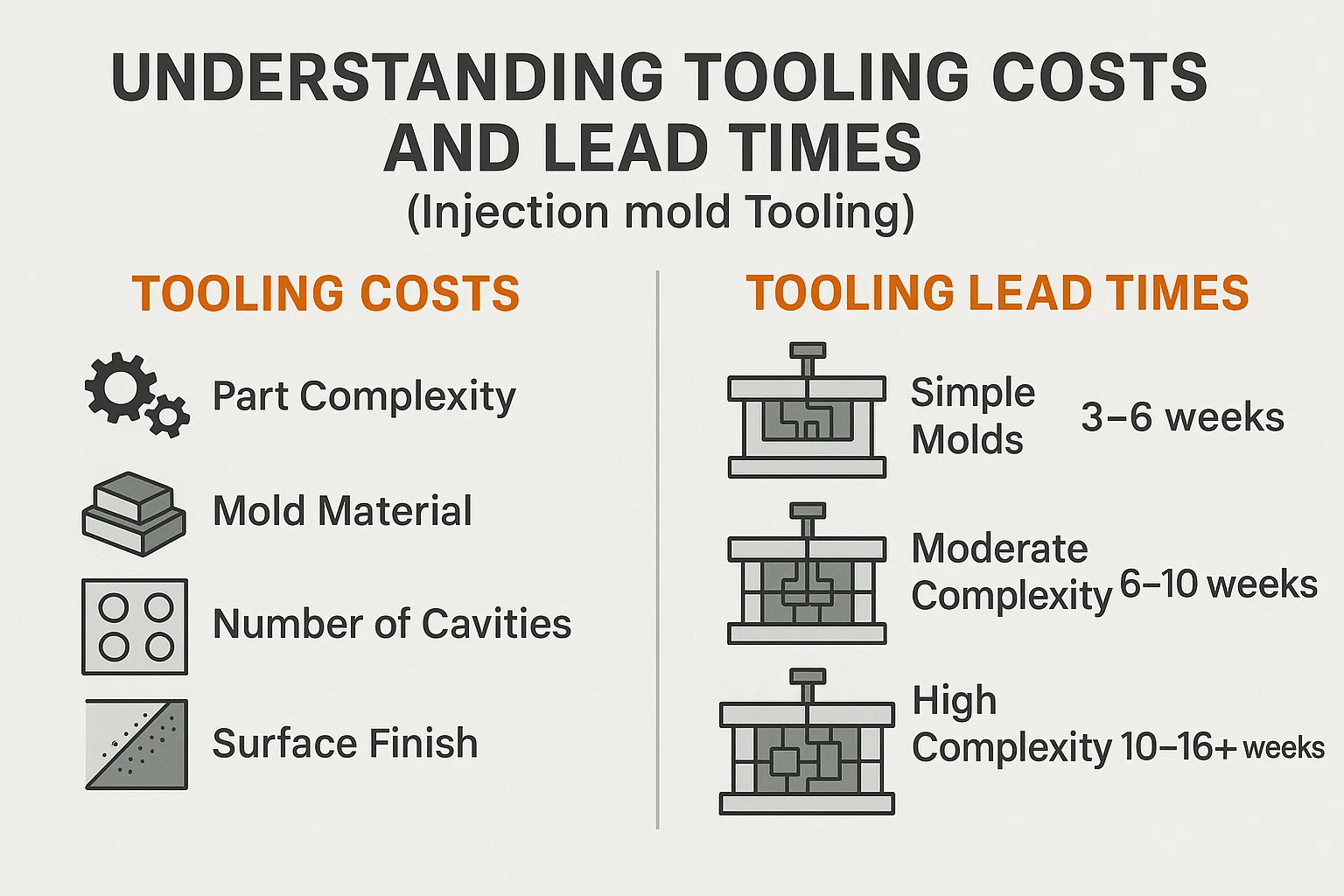
Kos perkakas:
Seperti yang telah dibincangkan dalam analisis kos, kos acuan dipengaruhi oleh:
- Kerumitan bahagian: Reka bentuk yang rumit dengan toleransi yang ketat, ciri dalaman, undercuts (memerlukan slaid/pengangkat), atau tekstur halus menuntut reka bentuk acuan yang lebih kompleks dan mahal dan proses pemesinan (mis., EDM, pemotongan dawai).
- Bahan acuan:
- Aluminium (mis., 7075-T6): Kurang mahal, lebih cepat ke mesin, sesuai untuk prototaip atau pengeluaran rendah (mis., 1,000 hingga 10,000 tembakan). Lebih lembut, jadi haus boleh menjadi masalah untuk jumlah yang tinggi.
- P20 keluli (pra-keras): Keseimbangan kos dan ketahanan yang sama, baik untuk pengeluaran volum sederhana (mis., 10,000 hingga 100,000 tembakan).
- Keluli keras (mis., H13, S7, NAK80): Paling mahal, tetapi menawarkan kekerasan yang unggul, rintangan haus, dan panjang umur, penting untuk pengeluaran volum tinggi (mis., 100,000 hingga berjuta-juta tembakan) dan bahagian-bahagian yang memerlukan toleransi yang ketat atau kemasan permukaan yang sangat baik.
- Bilangan rongga: Lebih banyak rongga meningkatkan kos acuan awal tetapi mengurangkan kos setiap bahagian dengan mempercepatkan pengeluaran. Acuan 4-rongga akan lebih mahal daripada acuan tunggal tetapi akan menghasilkan bahagian empat kali lebih cepat.
- Hot Runner vs. Cold Runner System: Sistem pelari panas lebih kompleks dan mahal untuk membina tetapi menghapuskan sisa pelari dan dapat mengurangkan masa kitaran, menawarkan penjimatan jangka panjang untuk pengeluaran volum tinggi. Acuan pelari sejuk lebih mudah dan lebih murah.
- Kemasan Permukaan: Kemasan berkilat tinggi atau bertekstur memerlukan penggilap acuan atau etsa yang lebih rumit, menambah kos.
- Saiz acuan: Bahagian yang lebih besar memerlukan acuan yang lebih besar, yang menggunakan lebih banyak keluli dan memerlukan lebih banyak masa pemesinan.
- Margin overhead dan keuntungan pembekal: Ini berbeza antara pengeluar.
Masa Memimpin Peralatan:
Masa utama untuk fabrikasi acuan di China boleh berbeza -beza dengan ketara berdasarkan kerumitan:
- Acuan mudah (rongga tunggal, geometri asas, keluli aluminium/p20): Boleh berkisar dari 3-6 minggu .
- Kerumitan sederhana (pelbagai rongga, beberapa undercuts, keluli P20): Biasanya 6-10 minggu .
- Kerumitan yang tinggi (pelbagai rongga, pelari panas, undercuts kompleks, keluli keras): Boleh mengambil 10-16 minggu .
Masa utama ini termasuk reka bentuk, pengambilalihan bahan, pemesinan, perhimpunan, dan ujian awal (percubaan T0). Adalah penting untuk mendapatkan garis masa yang jelas dari pembekal anda dan faktornya ke dalam jadual projek keseluruhan anda. Kelewatan dalam alat secara langsung memberi kesan kepada masa ke pasaran anda.
Merancang Pertimbangan Pembuatan (DFM):
Merancang untuk pembuatan (DFM), yang sering disebut sebagai reka bentuk untuk kebolehkerjaan dalam konteks pengacuan suntikan, adalah amalan mengoptimumkan reka bentuk produk untuk menjadikannya lebih mudah, lebih kos efektif, dan lebih dipercayai untuk menghasilkan menggunakan proses tertentu. Melibatkan diri dalam DFM dengan pasangan Cina anda pada awal fasa reka bentuk adalah yang paling utama.
Pertimbangan DFM utama untuk pengacuan suntikan termasuk:
- Ketebalan dinding seragam:
- Prinsip: Mengekalkan ketebalan dinding yang konsisten di seluruh bahagian sebanyak mungkin.
- Mengapa: Ketebalan dinding yang tidak sekata menyebabkan penyejukan dan pengecutan yang tidak konsisten, yang membawa kepada kecacatan seperti melengkung, tanda tenggelam (lekukan), dan tekanan dalaman. Ia juga menjadikan acuan mengisi lebih mencabar.
- Caranya: Jika variasi tidak dapat dielakkan, buat peralihan secara beransur -ansur (mis., Gunakan fillet).
- Draf sudut:
- Prinsip: Tambah sedikit tirus ke semua dinding menegak (permukaan selari dengan arah pembukaan acuan).
- Mengapa: Membolehkan bahagian mudah dikeluarkan dari acuan tanpa melekat, menggaru, atau ubah bentuk. Tanpa draf yang mencukupi, bahagian -bahagian boleh terjebak, yang memerlukan daya ejeksi yang berlebihan yang merosakkan kedua -dua bahagian dan acuan.
- Cadangan: Sekurang-kurangnya 0.5-1 darjah setiap sisi sering disyorkan untuk permukaan yang lancar, dengan lebih banyak (mis., 2-5 darjah) yang diperlukan untuk permukaan bertekstur atau ciri-ciri yang mendalam.
- Radii dan fillet (sudut bulat):
- Prinsip: Elakkan sudut dalaman dan luaran yang tajam. Sebaliknya, gunakan radii murah (sudut luaran bulat) dan fillet (sudut dalaman bulat).
- Mengapa: Sudut tajam menghasilkan kepekatan tekanan (titik di mana tekanan terkumpul), yang boleh menyebabkan kerosakan bahagian semasa lonjakan atau digunakan. Mereka juga menghalang aliran plastik, meningkatkan pakaian acuan, dan boleh menjadi sukar untuk mesin. Fillet mempromosikan aliran bahan yang lebih lancar dan mengurangkan tekanan.
- Cadangan: Radius dalaman sepatutnya sekurang -kurangnya 0.5 kali ketebalan dinding, dan radius luaran 1.5 kali ketebalan dinding.
- Meminimumkan undercuts:
- Prinsip: Pemotongan adalah ciri -ciri yang menghalang sebahagian daripada secara langsung ditarik keluar dari acuan di sepanjang arah pembukaan (mis., Lubang di sisi, klip, ciri snap).
- Mengapa: Bawah bawah memerlukan mekanisme acuan tambahan seperti slaid (tindakan sampingan), pengangkat, atau tarikan teras untuk membolehkan bahagian dikeluarkan. Ini menambah kerumitan, kos, dan penyelenggaraan ke acuan.
- Cara Mengurangkan:
- Reka bentuk semula: Bolehkah ciri ini dipindahkan atau direka bentuk semula untuk selaras dengan arah pembukaan acuan?
- Teras-tarik/slaid: Jika penting, terima kos perkakas dan kerumitan tambahan.
- Bump-Offs: Untuk pemotongan yang sangat kecil dan fleksibel (mis., Ciri-ciri berduri kecil), bahagian mungkin berubah sedikit untuk "bump-off" ciri acuan tanpa tindakan sampingan, tetapi ini memerlukan reka bentuk yang teliti dan pilihan bahan.
- Lokasi Pintu:
- Prinsip: Penempatan strategik pintu gerbang (di mana plastik memasuki rongga acuan) adalah penting.
- Mengapa: Mempengaruhi aliran bahan, corak pengisian, potensi untuk garisan kimpalan, tanda tenggelam, dan pintu gerbang (tanda kecil kiri di mana pelari dikeluarkan).
- Pertimbangan: Biasanya diletakkan di bahagian paling tebal bahagian untuk memastikan pengisian dan pembungkusan yang betul, atau di kawasan bukan kosmetik. Perisian analisis aliran acuan boleh mensimulasikan penempatan pintu optimum.
- Penempatan pin ejektor:
- Prinsip: Letakkan pin ejektor di kawasan yang tidak akan berkompromi dengan estetika atau fungsi, idealnya pada ciri -ciri tegar atau di mana tanda boleh diterima.
- Mengapa: Memastikan lonjakan yang lancar tanpa mengubah atau merosakkan bahagian.
- Pertimbangan: Memastikan pin ejektor yang mencukupi digunakan, terutamanya berhampiran tulang rusuk atau bos, untuk mengedarkan daya pelepasan secara merata.
- Tulang rusuk dan bos:
- Prinsip: Gunakan tulang rusuk untuk menambah kekuatan dan kekakuan tanpa meningkatkan ketebalan dinding keseluruhan. Bos adalah protrusion silinder yang digunakan untuk pemasangan, pengikat, atau mencari.
- Mengapa: Penggunaan bahan yang cekap untuk integriti struktur.
- Reka bentuk: Ketebalan tulang rusuk biasanya boleh menjadi 40-60% ketebalan dinding nominal untuk mengelakkan tanda sinki. Bos harus direka dengan draf yang mencukupi dan pusat cored-out untuk ketebalan dinding seragam.
- Toleransi:
- Prinsip: Tentukan toleransi hanya dengan ketat yang diperlukan secara fungsional.
- Mengapa: Toleransi yang sangat ketat meningkatkan kos acuan, masa memimpin alat, kesukaran pengeluaran, dan kos pemeriksaan.
- Pertimbangan: Bincangkan toleransi yang boleh dicapai dengan pengeluar anda berdasarkan bahan, saiz bahagian, dan jenis acuan.
Menguruskan pengeluaran dan logistik
Sebaik sahaja acuan anda dimuktamadkan dan diluluskan, dan pengeluaran bermula, tumpuan beralih untuk mengawasi proses pembuatan dan memastikan penghantaran yang cekap dan kos efektif dari bahagian siap anda. Menguruskan garis masa pengeluaran, perkapalan, dan kastam boleh menjadi rumit, tetapi dengan perancangan dan komunikasi yang betul, ia adalah proses yang boleh diurus.
![]()
Garis Masa Pengeluaran dan Masa Lead:
Memahami faktor -faktor yang mempengaruhi masa memimpin pengeluaran adalah penting untuk menetapkan jangkaan yang realistik dan merancang rantaian bekalan anda.
- Waktu memimpin perkakas (seperti yang dibincangkan): Ini adalah masa awal, sering terpanjang, memimpin. Sebaik sahaja acuan selesai dan disahkan, pengeluaran bahagian sebenar boleh menjadi sangat cepat.
- Jilid Pengeluaran:
- Jumlah rendah hingga sederhana: Untuk berjalan yang lebih kecil (mis., Beberapa ribu hingga puluhan ribu bahagian), pengeluaran mungkin selesai dalam masa beberapa hari hingga beberapa minggu, bergantung kepada kerumitan bahagian dan bilangan rongga acuan.
- Jumlah Tinggi/Pengeluaran Massa: Untuk beratus -ratus ribu atau berjuta -juta bahagian, pengeluaran akan menjadi proses yang berterusan. Manakala masa kitaran Sepanjang bahagian sangat pantas, keseluruhannya Pengeluaran dijalankan boleh menjangkau minggu atau bulan. Pengilang akan sering menjadualkan pengeluaran anda pada mesin dan peralihan tertentu.
- Kerumitan bahagian dan masa kitaran: Bahagian yang lebih mudah dengan masa kitaran yang lebih pendek secara semulajadi akan dihasilkan lebih cepat daripada bahagian kompleks yang memerlukan operasi sekunder penyejukan atau rumit yang lebih lama.
- Ketersediaan Bahan: Pastikan bahan pilihan anda tersedia untuk mengelakkan kelewatan. Sesetengah bahan khusus atau adat mungkin mempunyai masa yang lebih panjang dari pembekal resin ke kilang pencetakan.
- Operasi Menengah: Jika bahagian anda memerlukan proses pasca-cetakan seperti lukisan, percetakan, pemasangan, atau pembungkusan khusus, ini akan menambah masa utama pengeluaran. Pastikan ini difokuskan ke dalam garis masa yang disebutkan.
- Prosedur Kawalan Kualiti: Tahap dan ketegangan pemeriksaan kualiti dalam proses dan akhir juga akan mempengaruhi jadual pengeluaran keseluruhan.
- Beban dan penjadualan kilang: Giliran dan kapasiti pengeluaran semasa pengeluar akan memainkan peranan penting. Sentiasa bincangkan anggaran masa memimpin dengan pembekal anda dan minta jadual pengeluaran terperinci.
- Cuti: Cuti kebangsaan Cina (terutamanya Tahun Baru Cina, Minggu Emas, dan Festival Bot Dragon) boleh menyebabkan penutupan kilang yang penting dan kelewatan logistik. Rancang jadual pengeluaran anda sepanjang tempoh ini.
Strategi untuk Menguruskan Masa Pengeluaran:
- Komunikasi yang jelas: Mengekalkan komunikasi berterusan dan jelas dengan pembekal anda. Minta kemas kini tetap mengenai status pengeluaran, termasuk foto atau video barisan pengeluaran.
- Jadual pengeluaran terperinci: Minta carta Gantt atau garis masa terperinci untuk setiap peringkat pengeluaran.
- Petunjuk Prestasi Utama (KPI): Setuju dengan KPI tertentu, seperti output pengeluaran harian, kadar kecacatan, dan tarikh penghantaran.
- Mesyuarat pra-pengeluaran: Pegang mesyuarat pra-pengeluaran yang menyeluruh (maya atau orang) untuk mengkaji semua spesifikasi, piawaian kualiti, dan garis masa sebelum pengeluaran bermula.
- Perancangan Kontingensi: Sentiasa membina beberapa masa penampan ke dalam jadual anda untuk kelewatan yang tidak dijangka (mis., Kekurangan bahan, kerosakan mesin, isu kualiti, kelewatan penghantaran).
Pertimbangan Penghantaran dan Logistik semasa mengimport dari China:
Mengimport barangan dari China melibatkan beberapa langkah dan memerlukan perancangan yang teliti untuk memastikan produk anda tiba dengan selamat, tepat pada waktunya, dan dalam anggaran.
-
Incoterms (istilah komersial antarabangsa): Ini adalah istilah yang diiktiraf secara global yang menjelaskan tanggungjawab pembeli dan penjual untuk penghantaran barang di bawah kontrak jualan. Penting untuk menentukan siapa yang membayar untuk apa dan siapa yang bertanggungjawab di pelbagai peringkat penghantaran.
- EXW (ex works): Pembeli bertanggungjawab untuk semua kos dan risiko dari pintu kilang dan seterusnya. Harga unit termurah dari kilang, tetapi paling kompleks untuk pembeli.
- FOB (percuma di atas kapal): Penjual (kilang) bertanggungjawab untuk menyampaikan barang ke pelabuhan penghantaran yang dinamakan dan memuatkannya ke dalam kapal. Pembeli menganggapnya
- CIF (kos, insurans, dan barang) / CFR (kos dan barang): Penjual membayar kos pengangkutan dan insurans (CIF) atau hanya pengangkutan (CFR) ke pelabuhan destinasi yang dinamakan. Pemindahan risiko kepada pembeli sebaik sahaja barang dimuatkan ke dalam kapal di pelabuhan asal. Kurang kawalan untuk pembeli.
- DDP (Duty Duti Dibayar): Penjual bertanggungjawab untuk semua kos dan risiko, termasuk pelepasan kastam dan duti import, sehingga barang dihantar ke destinasi yang ditentukan oleh pembeli. Paling mudah untuk pembeli, tetapi harga penjual akan lebih tinggi.
- Cadangan: Untuk kebanyakan perniagaan, FOB adalah keseimbangan yang baik, menawarkan kawalan kos semasa mempunyai kilang mengendalikan kaki awal. Sekiranya anda baru mengimport, DDP menawarkan kesederhanaan tetapi sering pada kos yang lebih tinggi diteruskan oleh pembekal.
-
Memilih kaedah penghantaran:
- Pengangkutan laut (kargo laut):
- Kelebihan: Paling kos efektif untuk jumlah besar, barang berat, atau besar. Lebih mesra alam.
- Kekurangan: Masa transit yang panjang (biasanya 3-6 minggu ke Amerika Utara/Eropah, ditambah dengan pelepasan kastam). Kurang fleksibel.
- FCL (beban kontena penuh): Anda membayar dan menggunakan keseluruhan bekas perkapalan (20ft atau 40ft). Kebanyakan kos efektif untuk jumlah besar.
- LCL (kurang daripada beban kontena): Barang anda berkongsi ruang kontena dengan penghantaran lain. Kos efektif untuk jumlah yang lebih kecil yang tidak mencukupi untuk mengisi bekas keseluruhan, tetapi selalunya dengan masa transit dan pengendalian yang lebih lama.
- Pengangkutan udara:
- Kelebihan: Masa transit terpantas (biasanya 3-7 hari). Ideal untuk penghantaran segera, barangan bernilai tinggi, atau barang kecil, ringan.
- Kekurangan: Jauh lebih mahal daripada pengangkutan laut. Kos adalah berdasarkan berat badan atau berat volumetrik, yang mana lebih besar.
- Express Courier (mis., DHL, FedEx, UPS):
- Kelebihan: Terpantas (1-5 hari), perkhidmatan dari pintu ke pintu, sering mengendalikan pelepasan kastam untuk anda. Sesuai untuk sampel, prototaip, atau penghantaran yang sangat kecil, segera.
- Kekurangan: Paling mahal, tidak sesuai untuk penghantaran yang lebih besar atau lebih berat kerana kos.
- Pengangkutan laut (kargo laut):
-
Penghantar barang:
- Peranan: Pengangkut barang adalah pakar logistik yang mengendalikan kerumitan penghantaran antarabangsa. Mereka menempah ruang kargo, menyediakan dokumentasi, menguruskan pelepasan kastam, dan mengatur pengangkutan pedalaman.
- Faedah: Memudahkan proses, sering berunding dengan kadar yang lebih baik kerana jumlah pukal, dan memberikan kepakaran dalam menavigasi peraturan.
- Cadangan: Kecuali anda mempunyai pengalaman dan kelantangan yang signifikan, menggunakan pengangkut barang yang bereputasi (sama ada yang berpusat di China atau negara asal anda) sangat disyorkan.
-
Pembungkusan:
- Kepentingan: Pembungkusan yang betul adalah penting untuk melindungi bahagian anda semasa transit.
- Pertimbangan: Gunakan karton yang kukuh, pembungkusan dalaman yang sesuai (mis., Bungkus gelembung, sisipan buih, dulang tersuai) untuk mengelakkan calar atau kerosakan, dan memastikan palletisasi untuk penghantaran yang lebih besar. Jelas labelkan semua karton dengan maklumat produk, kuantiti, dan arahan pengendalian.
Kastam dan duti import:
Menavigasi peraturan kastam dan mengira duti import adalah kritikal, dan sering kompleks, sebahagian daripada mengimport dari China.
-
Kod sistem yang harmoni (HS):
- Kepentingan: Setiap produk yang diimport di peringkat antarabangsa diklasifikasikan di bawah kod HS tertentu. Kod ini menentukan tugas dan peraturan import yang berkenaan di negara tujuan.
- Tindakan: Bekerja dengan pembekal dan/atau pengangkut barang anda untuk menentukan dengan tepat kod HS yang betul untuk bahagian suntikan plastik anda. Klasifikasi yang tidak betul boleh menyebabkan kelewatan, denda, atau pembayaran tugas yang salah. Kod HS biasa untuk produk plastik biasanya bermula dengan Bab 39 (plastik dan artikelnya).
-
Penilaian Kastam:
- Prinsip: Tugas biasanya dikira berdasarkan "nilai kastam" barang, yang biasanya termasuk kos barang, kadang -kadang barang masuk, dan insurans, bergantung kepada incoterms.
-
Duti import (tarif):
- Khusus negara: Kadar tugas berbeza -beza dengan ketara oleh negara pengimport dan kod HS tertentu.
- Perjanjian perdagangan: Semak jika negara anda mempunyai perjanjian perdagangan bebas (FTA) dengan China yang mungkin mengurangkan atau menghapuskan tugas -tugas tertentu.
- Tarif tambahan: Ketahui apa -apa tarif tambahan, seperti Tarif Seksyen 301 yang dikenakan oleh AS ke atas barang -barang Cina tertentu (termasuk banyak produk dan perkakas plastik). Ini dapat meningkatkan kos pendaratan anda dengan ketara. Sehingga akhir tahun 2024 / pertengahan tahun 2025, tarif ini masih berkuatkuasa untuk banyak suntikan plastik yang dibentuk barangan dan perkakas dari China ke Amerika Syarikat. Adalah penting untuk memberi faktor ke dalam pengiraan kos anda.
- Tindakan: Rujuk laman web kastam negara anda (mis., USITC untuk Amerika Syarikat, Agensi Kastam Kebangsaan anda) atau Broker Kastam untuk mendapatkan kadar tugas yang paling terkini untuk kod HS dan negara asal anda.
-
Cukai Cukai Nilai Tambah (VAT) / Perkhidmatan dan Perkhidmatan (GST):
- Kepentingan: Kebanyakan negara akan mengenakan VAT atau GST ke atas barangan yang diimport, biasanya dikira pada nilai kastam ditambah dengan sebarang tugas. Ini biasanya boleh ditarik balik oleh perniagaan yang didaftarkan oleh VAT.
-
Dokumentasi yang diperlukan:
- Invois Komersial: Dokumen penting yang memperincikan urus niaga, termasuk maklumat penjual/pembeli, penerangan produk, kuantiti, harga unit, jumlah nilai, dan Incoterms.
- Senarai Pembungkusan: Memperbaiki kandungan setiap pakej, termasuk berat dan dimensi.
- Rang Undang -Undang Lading (untuk kapal laut) / Air Waybill (untuk pengangkutan udara): Kontrak pengangkutan dan penerimaan barang.
- Sijil Asal: Mengesahkan negara di mana barang -barang itu dihasilkan, penting untuk tugas dan perjanjian perdagangan.
- Pensijilan lain: Bergantung pada produk, anda mungkin memerlukan pensijilan bahan, dokumen pematuhan keselamatan (mis., CE, ROHS, FDA), atau laporan ujian.
-
Broker Kastam:
- Peranan: Profesional berlesen yang pakar dalam pelepasan kastam. Mereka menyediakan dan mengemukakan dokumentasi, mengira tugas, dan berkomunikasi dengan pihak berkuasa kastam bagi pihak anda.
- Faedah: Penting untuk menavigasi peraturan kastam kompleks, mengelakkan kelewatan, dan memastikan pematuhan. Sangat disyorkan melainkan anda mempunyai kepakaran dalaman.

