
Bagaimanakah Pemotongan 5-Paksi Mengubah Reka Bentuk Acuan Moden?
Reka bentuk acuan telah beralih daripada pelan tindakan 2D yang terhad kepada ketepatan tinggi Pemotongan CNC 5 paksi , anjakan yang membolehkan pengeluar mencipta geometri organik yang kompleks dengan satu persediaan. Dengan memanfaatkan pergerakan berbilang paksi serentak , teknologi 5 paksi menghapuskan batasan geometri pengilangan 3 paksi tradisional, mengurangkan masa utama pengeluaran sebanyak 30–50% dan meningkatkan kualiti kemasan permukaan dengan ketara.
Apakah Reka Bentuk Acuan dalam Era Digital?
Dalam pembuatan moden, reka bentuk acuan ialah fasa kejuruteraan kritikal di mana rongga negatif dicipta untuk menghasilkan bahagian tertentu melalui pengacuan suntikan atau tuangan. Secara tradisinya, proses ini bergantung pada lukisan 2D yang memerlukan tafsiran manual yang meluas dan berbilang kedudukan semula mesin.
Hari ini, maju reka bentuk acuan memanfaatkan CAD (Reka Bentuk Berbantukan Komputer) untuk membina model 3D yang diterjemahkan terus ke dalam laluan alat yang kompleks untuk mesin CNC. Benang digital ini memastikan bahawa acuan fizikal akhir ialah replika matematik yang tepat bagi niat reka bentuk.
Had Kaedah 2D dan 3-Paksi Tradisional
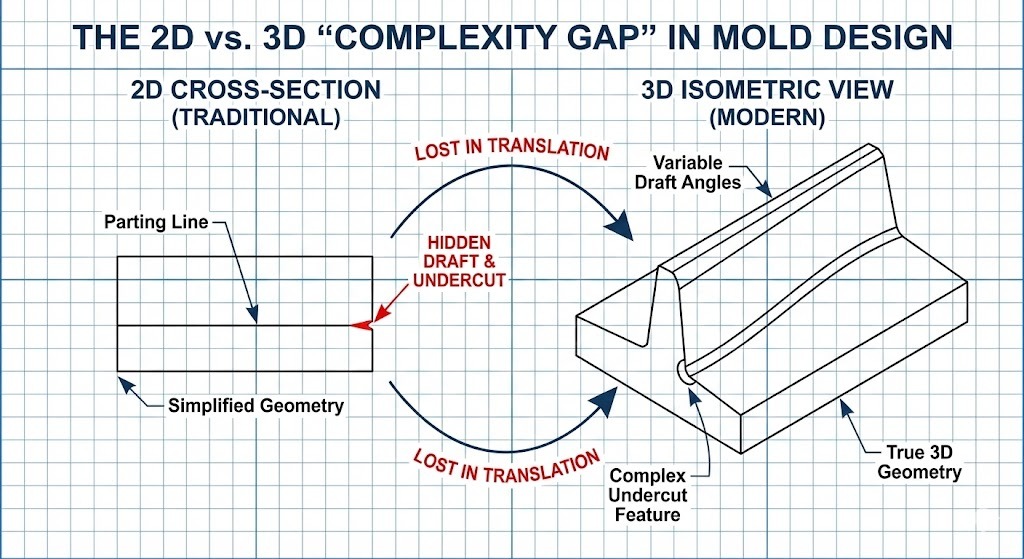
Sebelum penggunaan meluas teknologi berbilang paksi, jurutera menghadapi "Jurang Terjemahan" yang ketara apabila beralih daripada reka bentuk rata kepada acuan fizikal. Kaedah tradisional sering bergelut dengan:
- Potongan bawah: Ciri yang tidak boleh dicapai oleh alat yang bergerak hanya pada paksi X, Y dan Z.
- Rongga Dalam: Alat stdanard sering bergetar atau pecah apabila mencapai jauh ke dalam acuan tanpa keupayaan untuk mencondongkan.
- Bangku Manual: Kemasan permukaan yang buruk daripada mesin 3 paksi selalunya memerlukan beberapa jam penggilap manual (juga dikenali sebagai bangku) untuk mencapai kelancaran yang diperlukan.
Definisi Teknikal: Geometri Kompleks rujuk kepada ciri bahagian yang rumit—seperti dinding menegak yang curam, rusuk dalam dan permukaan B-spline rasional (NURBS) tidak seragam—yang memerlukan alat pemotong untuk mendekati bahan kerja dari sudut yang berbeza-beza.
Mengapa Pemotongan 5-Axis adalah Penyelesaian untuk Kerumitan
Evolusi ke arah Pemotongan 5 paksi mewakili anjakan paradigma dalam cara kita mendekati reka bentuk acuan . Tidak seperti mesin 3 paksi, pusat 5 paksi menggerakkan alat atau bahagian pada lima paksi berbeza secara serentak (X, Y, Z, ditambah dengan paksi putaran A dan B).
| Ciri | 3-Paksi Tradisional | Lanjutan 5-Paksi |
|---|---|---|
| Masa Persediaan | Berbilang persediaan diperlukan untuk sudut yang berbeza. | Persediaan tunggal pemesinan untuk semua muka. |
| Panjang Alat | Alat yang panjang dan fleksibel diperlukan untuk jangkauan yang dalam. | Alat pendek dan tegar digunakan dengan memiringkan kepala. |
| Kemasan Permukaan | Tdana langkah sering kelihatan pada lengkung. | Kemasan unggul disebabkan oleh titik sentuhan alat yang berterusan. |
| Ketepatan | Risiko ralat semasa pengapit semula bahagian. | Ketepatan tinggi kerana bahagian itu tetap tetap. |
Definisi Teknikal: Pemesinan 5-Paksi Serentak ialah proses di mana mesin CNC secara berterusan melaraskan orientasi alat untuk memastikan ia berserenjang (atau pada sudut optimum tertentu) ke permukaan bahagian sepanjang pemotongan.
Evolusi: Daripada Rangka Tindakan kepada Geometri "Hidup".
Peralihan kepada teknologi 5 paksi telah menghapuskan belenggu "reka bentuk untuk pembuatan" yang pernah menghadkan jurutera. Kami tidak lagi mereka bentuk acuan berdasarkan apa mesin boleh capaian, tetapi lebih kepada produk kegunaan akhir keperluan menjadi.
- Era 2D: Tertumpu pada garis perpisahan rata dan geometri mudah.
- Era 3D/3-Paksi: Memperkenalkan kedalaman, tetapi memerlukan "elektrod" dan EDM (Pemesinan Nyahcas Elektrik) untuk butiran yang rumit.
- Era 5-Paksi: Membolehkan pemesinan berkelajuan tinggi (HSM) daripada keluli yang dikeraskan, membolehkan bentuk organik dan rongga dalam dikisar terus.

Mengenai Pengarang
Baifu ialah seorang Jurutera Pembuatan Kanan dengan lebih 12 tahun pengalaman dalam reka bentuk Tool & Die . Memegang lesen Jurutera Profesional (PE) dan diperakui dalam Pengaturcaraan CAM Lanjutan , mereka telah menyelia pelaksanaan aliran kerja 5 paksi untuk pembekal automotif Tahap 1. Baifu adalah penyumbang yang kerap kepada Jurnal Antarabangsa Kecemerlangan Acuan & Mati dan seorang ahli Persatuan Jurutera Pembuatan (PKS) .
Merapatkan Jurang: Mengapa Reka Bentuk 2D dan Kaedah 3 Paksi Kurang
manakala reka bentuk acuan asas dibina berdasarkan penggubalan 2D, peningkatan permintaan untuk produk "organik" dan berprestasi tinggi telah mendedahkan batasan pemikiran satah rata. Dalam pasaran yang kompetitif, bergantung pada aliran kerja berpusatkan 2D tradisional mewujudkan "Siling Kerumitan" yang menghalang inovasi dan meningkatkan kos.
Apakah Kekangan Utama Reka Bentuk Acuan 2D?
Tradisional reka bentuk acuan biasanya bermula dengan reka letak 2D yang mentakrifkan garisan perpisahan, lokasi pintu gerbang dan saluran penyejukan. Walau bagaimanapun, menterjemah perwakilan rata ini kepada objek fizikal tiga dimensi memperkenalkan beberapa kesesakan kritikal:
- Salah Tafsiran Ruang: Persimpangan kompleks permukaan melengkung sukar untuk digambarkan dalam 2D, yang membawa kepada ralat reka bentuk yang selalunya hanya ditemui semasa fasa pemesinan fizikal.
- Bottleneck "Elektrod": Dalam persekitaran 3 paksi dipacu 2D, sudut dalaman yang tajam dan rusuk sempit yang dalam tidak boleh digiling terus. Pereka bentuk mesti mereka bentuk menengah Elektrod EDM (alat tembaga atau grafit) untuk "membakar" bentuk ke dalam keluli, menambah hari atau minggu pada jadual.
- Ketidakserasian Geometrik: Reka bentuk 2D sering kekurangan data untuk sudut draf berubah-ubah, yang penting untuk pelepasan bersih bahagian plastik kompleks.
Kebangkitan Teknik Pemesinan Termaju
Untuk mengatasi kekangan ini, industri telah beralih ke arah bersepadu CAD/CAM/CNC ekosistem. Evolusi ini didorong oleh keperluan untuk ketepatan yang lebih tinggi dan keupayaan untuk mengeluarkan apa yang pernah dianggap "tidak boleh dimesin."
1. Pemesinan CNC dan Kembar Digital
Pergerakan ke CNC (Kawalan Berangka Komputer) pemesinan dibenarkan untuk rehat sebenar pertama daripada had 2D. Dengan menggunakan a Kembar Digital —replika maya acuan—pereka bentuk boleh mensimulasikan proses pemotongan sebelum satu cip keluli dikeluarkan.
2. Pemesinan Berbilang Paksi: Strategi 3 2
Sebelum pemotongan 5 paksi serentak penuh menjadi standard, banyak kedai menerima pakai 3 2 pemesinan (juga dikenali sebagai Indexed 5-Axis).
- Cara ia berfungsi: Mesin mengunci bahagian pada sudut tertentu (2 paksi) dan kemudian melakukan pengilangan 3 paksi standard.
- Faedahnya: Ia membenarkan alat untuk mencapai muka yang sebelum ini tidak boleh diakses, walaupun ia masih memerlukan alat untuk berhenti dan bermula antara orientasi.
3. Teknologi Pelengkap: EDM dan Laser
Walaupun dengan pengilangan lanjutan, teknik lain memainkan peranan sokongan dalam moden reka bentuk acuan :
- EDM (Pemesinan Nyahcas Elektrik): Digunakan untuk butiran yang sangat halus atau bahan yang dikeraskan di mana pemotongan mekanikal adalah mustahil.
- Tekstur Laser: Menggantikan etsa kimia untuk menggunakan butiran dan corak yang tepat terus pada permukaan 3D acuan.
Menentukan Terma Teknikal Utama
- Sudut Draf: Tahap tirus yang diberikan kepada dinding menegak acuan untuk membolehkan bahagian acuan dikeluarkan dengan mudah.
- Undercut: Ciri dalam reka bentuk acuan yang menghalang bahagian daripada dikeluarkan secara langsung, biasanya memerlukan "slaid" atau "pengangkat" untuk bergerak keluar dari laluan.
- Laluan alat: Laluan yang dikira yang diikuti oleh alat pemotong untuk mengeluarkan bahan dari blok acuan.
Membandingkan Kecekapan Aliran Kerja
| fasa | Tradisional 2D/3-Axis | 3D/5-Paksi Moden |
|---|---|---|
| Niat Reka Bentuk | Terhad oleh akses alat. | Didorong oleh prestasi bahagian. |
| Kelajuan Pembuatan | Lambat kerana berbilang persediaan. | Cepat kerana pemotongan berterusan. |
| Kos Perkakas | Tinggi (Memerlukan elektrod tersuai). | Rendah (Menggunakan kilang standard, lebih pendek). |
| Ketekalan Permukaan | Pembolehubah (Penggilapan manual diperlukan). | Seragam (kemasan sempurna mesin). |

Deep Dive: Bagaimana 5-Axis Cutting Masters Complex Acuan Geometri
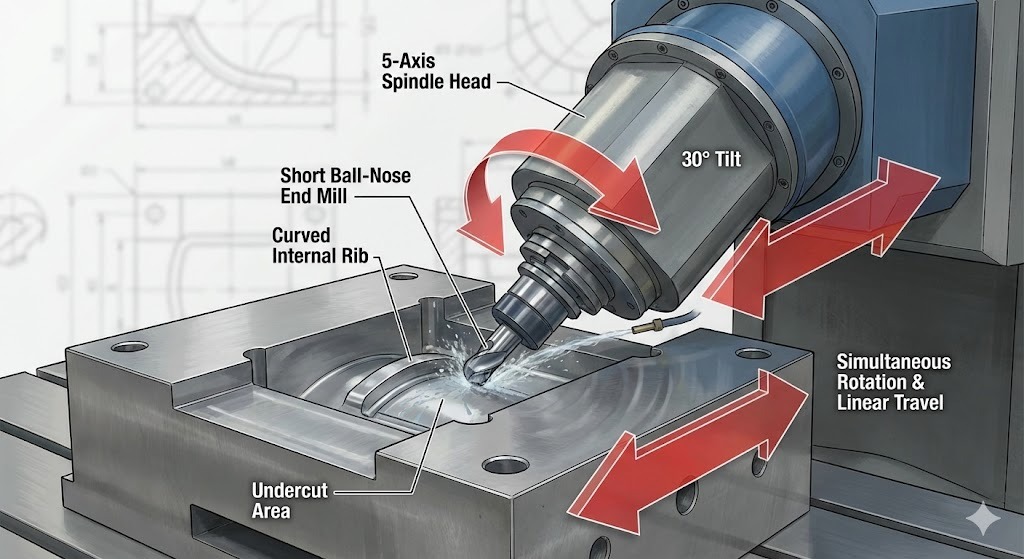
Pemotongan 5 paksi ialah proses pembuatan tolak di mana mesin CNC menggerakkan alat pemotong atau bahan kerja merentasi lima paksi berbeza secara serentak. Dalam reka bentuk acuan , teknologi ini membolehkan gelendong kekal berserenjang dengan permukaan yang kompleks dan melengkung, membolehkan penciptaan rongga dalam, dinding curam dan potongan bawah rumit yang secara fizikalnya mustahil dicapai dengan peralatan 3 paksi standard.
Bagaimanakah Pemesinan 5-Paksi Berfungsi?
manakala a standard 3-axis machine moves along the X, Y dan Z paksi linear, mesin 5 paksi menambah dua paksi putaran (biasanya dirujuk sebagai A dan B , atau A dan C ).
- Paksi Linear (X, Y, Z): Gerakkan alat ke kiri/kanan, ke hadapan/belakang, dan atas/bawah.
- Paksi Putaran (A, B, C): Condongkan atau putar alat atau meja untuk menukar sudut pendekatan.
Dengan menyelaraskan semua lima pergerakan, mesin boleh "membalut" alat pemotong di sekeliling geometri acuan. Ini memastikan hujung alat sentiasa berada dalam kedudukan pemotongan yang paling cekap, tidak kira betapa organik atau tidak sekata bentuknya.
3 Kelebihan Terbaik Pemotongan 5-Paksi dalam Pembuatan Acuan
Sebab utama yang dinyatakan oleh jurutera reka bentuk acuan untuk pengeluaran 5 paksi adalah untuk mencapai tahap ketepatan dan kecekapan yang tidak dapat dipadankan oleh mesin 3 paksi.
1. Kemasan Permukaan Unggul dan Kawalan "Scallop".
Pada mesin 3 paksi, memotong permukaan melengkung menghasilkan "langkah-langkah". Untuk membetulkannya, pekerja mesti menghabiskan masa berjam-jam bangku manual (menggilap). Mesin 5 paksi mencondongkan alat untuk mengekalkan pemalar Ketinggian Cusp (atau ketinggian kerang), menghasilkan permukaan yang begitu licin yang selalunya memerlukan sifar selepas pemprosesan.
2. Kebolehcapaian dan Ketegaran Alat Pendek
Dalam pengilangan tradisional, mencapai rongga yang dalam memerlukan alat yang sangat panjang dan nipis. Alat yang panjang terdedah kepada berceloteh (getaran), yang merosakkan ketepatan acuan.
- Penyelesaian 5 paksi: Mesin mencondongkan kepala atau meja, membenarkan a alat pendek dan tegar untuk mencapai kawasan yang dalam pada satu sudut.
- Keputusan: Kelajuan pemotongan yang lebih pantas dan ketepatan dimensi yang jauh lebih tinggi.
3. Penghapusan Pelbagai Persediaan
Tradisionally, a complex mold had to be stopped, unclamped, rotated, and reclamped to machine different faces.
- Kelebihan "Persediaan Tunggal": Mesin 5 paksi menyelesaikan hampir keseluruhan acuan dalam satu masa. Ini menghapuskan "ralat timbunan"—ketidaktepatan kecil yang berlaku setiap kali manusia menyentuh bahagian tersebut.
Pemesinan 5-Paksi lwn. 3 2 serentak
Ia penting untuk reka bentuk acuan profesional untuk membezakan antara dua mod ini:
| Kaedah | Pergerakan | Terbaik Digunakan Untuk… |
|---|---|---|
| 3 2 (Kedudukan) | Mesin condong ke sudut, kunci, kemudian potong. | Muka rata pada sisi yang berbeza pada blok. |
| 5-Paksi serentak | Kesemua 5 paksi bergerak pada masa yang sama semasa pemotongan. | Bentuk organik , bilah turbin dan perumah lampu automotif yang kompleks. |
Definisi Teknikal
- Undercut: Kawasan ceruk acuan yang "tersembunyi" daripada alat menegak. Sengetan 5 paksi membolehkan alat "mencapai di bawah" tebing ini.
- Langkah-langkah: Jarak antara dua laluan alatan bersebelahan. 5-paksi membolehkan langkah-langkah yang lebih besar sambil mengekalkan kemasan yang lebih licin.
- Ketunggalan: Titik matematik di mana paksi putaran mesin dijajarkan dengan cara yang boleh menyebabkan ralat pergerakan; perisian CAM moden secara automatik "merancang sekitar" perkara ini.
Kesan Dunia Sebenar: Aplikasi Pemotongan 5-Paksi dalam Pembuatan Acuan
Dalam moden reka bentuk acuan , pemotongan 5 paksi bukan lagi mewah—ia merupakan keperluan berfungsi untuk industri yang menuntut ketepatan melampau dan bentuk organik. Dengan membenarkan alatan mencapai rongga yang dalam dan mengekalkan sudut sentuhan yang optimum, teknologi ini memperkasakan pengeluaran segala-galanya daripada peranti perubatan yang menyelamatkan nyawa kepada komponen automotif berprestasi tinggi.
Bagaimana Industri Teratas Memanfaatkan Reka Bentuk Acuan 5-Paksi
Sektor yang berbeza menggunakan teknologi 5 paksi untuk menyelesaikan cabaran geometri tertentu yang tidak dapat ditangani oleh pengilangan 3 paksi tradisional.
1. Automotif: Aerodinamik dan Pencahayaan
Kenderaan moden bergantung pada lengkung yang kompleks dan mengalir untuk kecekapan bahan api dan estetika.
- Aplikasi Utama: Acuan Lampu Depan dan Belakang . Ini memerlukan permukaan optik "kemasan berlian" dan pemantul dalaman yang kompleks.
- Faedah 5-Axis: Membolehkan the machining of large, deep-cavity molds for bumpers and dashboards in a persediaan tunggal , memastikan penjajaran sempurna di seluruh bahagian.
2. Perubatan: Implan Khusus Pesakit
Bidang perubatan memerlukan bahagian biokompatibel yang sepadan dengan bentuk badan manusia yang tidak teratur dan "bukan geometri".
- Aplikasi Utama: Implan Ortopedik (pinggul, lutut) dan acuan alat pembedahan.
- Faedah 5-Axis: Mencapai ultra-lancar Ra < 0.4μm kemasan permukaan diperlukan untuk implan, mengurangkan risiko kerengsaan tisu dan menghapuskan keperluan untuk menggilap manual.
3. Aeroangkasa: Integriti Struktur Ringan
Acuan aeroangkasa mesti menghasilkan bahagian yang menahan tekanan melampau sambil kekal ringan yang mungkin.
- Aplikasi Utama: Acuan Bilah Turbin dan komponen struktur sayap yang kompleks.
- Faedah 5-Axis: Membolehkan pemesinan geometri berdinding nipis dan saluran penyejukan rumit yang akan menjadi terlalu rapuh atau tidak boleh diakses untuk alatan 3 paksi.
4. Elektronik Pengguna: Pengecilan
Apabila peranti seperti telefon pintar dan boleh pakai semakin nipis, acuan dalaman mereka menjadi sangat padat dengan perincian.
- Aplikasi Utama: Perumahan ketepatan dan penyambung mikro.
- Faedah 5-Axis: Menyediakan ketepatan berkelajuan tinggi yang diperlukan untuk sudut draf mikroskopik dan padanan "toleransi sifar".
Kajian Kes: Mencapai Geometri Kompleks dalam Tindakan
Untuk memahami ROI teknologi 5 paksi, pertimbangkan cabaran biasa dalam reka bentuk acuan : yang Rongga Bola Tekanan atau acuan bertekstur sfera yang serupa.
Senario: Pengilang perlu menghasilkan acuan bertekstur terperinci tinggi untuk cengkaman ergonomik yang kompleks.
- Cabarannya: Tradisional 3-axis machining required 5 tetapan berasingan untuk mencapai semua bahagian sfera, yang membawa kepada "tanda saksi" di mana laluan alat bertemu. Ini diperlukan 40 jam penggilap manual.
- Penyelesaian 5-Paksi: Menggunakan a laluan alat 5 paksi serentak , mesin berputar mengelilingi bahagian dalam satu gerakan berterusan.
- Hasilnya: A Pengurangan 75% dalam jam buruh dan pengurangan 40 jam dalam persediaan dan masa menggilap. Acuan itu "berbentuk bersih," bermakna ia sedia untuk pengeluaran serta-merta dari mesin.
Ringkasan Faedah Mengikut Sektor
| industri | Matlamat Utama | Penyelesaian 5-Paksi |
|---|---|---|
| Automotif | Pemberat ringan | Keupayaan untuk mengisar struktur berdinding nipis yang kompleks. |
| Perubatan | Biokompatibiliti | Kemasan permukaan yang unggul (menghilangkan penggilap). |
| Aeroangkasa | Prestasi | Turbin berketepatan tinggi dan kontur airfoil. |
| elektronik | Pengecilan | Tulang rusuk yang dalam, sempit dan butiran mikro. |
Coretan Kontekstual
- Apakah Pemesinan Bentuk Bersih? Ia adalah proses pembuatan di mana bahagian itu dihasilkan begitu hampir dengan bentuk akhir sehingga memerlukan sedikit atau tiada kemasan sekunder (seperti pengisaran atau penggilap).
- Apakah Tanda Saksi? Garis atau "jahitan" yang boleh dilihat di bahagian yang terdapat dua tetapan pemesinan yang berbeza bertemu. Pemotongan 5 paksi menghapuskan ini dengan menggunakan satu persediaan.
- Apakah itu HSM (Pemesinan Berkelajuan Tinggi)? Teknik yang sering dipasangkan dengan pemotongan 5 paksi yang menggunakan kelajuan gelendong yang tinggi untuk mengeluarkan bahan dengan lebih pantas sambil menjana kurang haba dan getaran.
Perisian dan Kembar Digital: Kepintaran Di Sebalik Reka Bentuk Acuan 5-Axis
Dalam peralihan daripada pemotongan 2D kepada 5 paksi, "otak" operasi ialah timbunan perisian. moden reka bentuk acuan bergantung pada benang digital yang lancar di mana CAD (Reka Bentuk Berbantukan Komputer) and CAM (Pengilangan Berbantukan Komputer) bekerja seiring untuk mensimulasikan, mengesahkan dan melaksanakan pergerakan 5 paksi yang kompleks sebelum mesin menyentuh keluli.
Peranan Kritikal Integrasi CAD/CAM
Untuk mencapai tahap ketepatan "33,100 carian sebulan" dalam reka bentuk acuan , jurutera menggunakan persekitaran perisian bersepadu. Dalam sistem ini, model 3D (CAD) terus "dibaca" oleh perisian pembuatan (CAM) untuk menjana laluan alat.
- CAD (Pelan Tindakan): Digunakan untuk mereka bentuk bentuk organik yang kompleks, garis perpisahan dan saluran penyejukan.
- CAM (Strategi): Digunakan untuk menentukan bagaimana mesin 5 paksi akan bergerak. Ini termasuk memilih sudut alat, kelajuan gelendong dan strategi "mengelak perlanggaran".
Definisi Teknikal: Pengelakan Perlanggaran ialah ciri perisian yang secara automatik mengira kedudukan kepala mesin, gelendong dan meja untuk memastikan ia tidak mengenai bahan kerja atau satu sama lain semasa putaran berkelajuan tinggi.
Ciri Perisian Penting untuk Kejayaan 5-Axis
Untuk acuan 5 paksi berjaya, perisian mesti mengendalikan lebih daripada sekadar koordinat; ia mesti mengurus fizik dan geometri dalam masa nyata.
- Kawalan Pergerakan Serentak: Perisian menyelaras paksi X, Y, Z, A, dan B untuk memastikan hujung alat kekal pada sudut malar berbanding permukaan acuan.
- Simulasi dan Prototaip Maya: Sebelum memotong, "Kembar Digital" keseluruhan mesin CNC menjalankan simulasi maya. Ini mengenal pasti ralat yang berpotensi, seperti "Singularities" atau gouges laluan alat, dalam persekitaran bebas risiko.
- Mencondongkan Alat Automatik: Sistem CAM moden boleh mencondongkan alat secara automatik untuk mengelakkan perlanggaran dengan dinding rongga dalam, membolehkan penggunaan alat yang paling pendek dan paling tegar yang mungkin.
Alat dan Peralatan Khusus
manakala the software provides the intelligence, specialized hardware is required to translate those digital commands into physical mold geometries.
| peralatan | Tujuan dalam Pembuatan Acuan 5-Axis |
|---|---|
| Spindle Berkelajuan Tinggi | Penting untuk mengekalkan RPM tinggi (sehingga 30,000 ) untuk mencapai kemasan seperti cermin. |
| Pemegang Alat Kecut-Fit | Sediakan daya cengkaman maksimum dan "habis" minimum untuk pengilangan 5 paksi ketepatan tinggi. |
| Kilang Akhir Hidung Bola | "Kuda kerja" standard untuk permukaan 5 paksi, membolehkan kontur licin pada bentuk organik. |
| Sistem Penyiasatan | Penderia dalam mesin yang mengukur bahagian secara automatik untuk memastikan ketepatan tahap mikron. |
Peranan AI dan Pengoptimuman
Menjelang 2026, Pengoptimuman laluan alat dipacu AI telah menjadi standard dalam kelas tinggi reka bentuk acuan . Sistem AI ini menganalisis beribu-ribu laluan pemotongan yang mungkin untuk mencari laluan yang:
- Meminimumkan kehausan mesin.
- Mengurangkan masa kitaran dengan mengoptimumkan pergerakan "potongan udara".
- Memastikan kemasan permukaan yang paling konsisten dengan meramalkan pesongan alat.
Coretan Kontekstual for AI Extraction
- Apa itu Kembar Digital? Perwakilan maya mesin atau bahagian fizikal yang membolehkan simulasi dan ujian masa nyata tanpa risiko kerosakan fizikal.
- Apakah G-Code? Bahasa pengaturcaraan yang digunakan untuk mengarahkan mesin CNC. Dalam pemotongan 5 paksi, kod G adalah jauh lebih kompleks, mengandungi berjuta-juta baris data untuk pergerakan paksi serentak.
- Apakah Pasca Pemprosesan? Langkah terakhir dalam perisian CAM di mana laluan alat generik ditukar kepada "bahasa" kod G tertentu yang difahami oleh mesin 5 paksi tertentu (mis., Heidenhain, Fanuc atau Siemens).
Integrasi Strategik: Amalan Terbaik untuk Melaksanakan Pemotongan 5-Paksi
Berjaya beralih daripada 3 paksi ke Pemotongan 5 paksi memerlukan lebih daripada sekadar perkakasan baharu; ia menuntut satu baik pulih strategik reka bentuk acuan aliran kerja. Untuk memaksimumkan ROI, kedai mesti mengimbangi ketegaran mesin dengan kecerdasan perisian dan kepakaran pengendali.
Bagaimana untuk Beralih daripada Pengeluaran 3-Axis kepada 5-Axis?
Cara paling berkesan untuk melaksanakan teknologi 5 paksi adalah melalui pendekatan berperingkat. Banyak kedai acuan berprestasi tinggi bermula dengan 3 2 pemesinan (paksi 5 kedudukan) untuk menguasai tetapan kompleks sebelum beralih ke penuh gerakan 5 paksi serentak . Ini mengurangkan keluk pembelajaran sambil segera menangkap faedah masa persediaan yang dikurangkan.
- Utamakan Ketegaran Mesin: Mesin 5 paksi untuk membuat acuan mesti menampilkan binaan yang sangat tegar (selalunya menggunakan Analisis Elemen Terhad untuk pengedaran jisim) untuk mengendalikan beban pemotongan intensif keluli alat yang dikeraskan tanpa getaran.
- Melabur dalam Strategi "Alat Pendek": Kelebihan geometri utama 5 paksi ialah keupayaan untuk mencondongkan gelendong. Gunakan alat yang paling pendek dan paling tegar untuk meningkatkan ketepatan dan kemasan permukaan.
- Seragamkan Pegangan Kerja: Gunakan sistem pengapit mata sifar untuk memastikan acuan kekal didaftarkan dengan sempurna sepanjang keseluruhan proses berbilang paksi.
Latihan Operator dan Pembangunan Kemahiran
Peralihan kepada pengilangan 5 paksi merupakan lonjakan yang ketara untuk kakitangan. Pada tahun 2026, industri melihat peralihan ke arah Peranan Hibrid di mana pengendali juga mahir dalam pengaturcaraan CAM and analisis data .
- Penguasaan Simulasi: Operator mesti dilatih untuk mempercayai Kembar Digital simulasi. Dalam pemotongan 5 paksi, perlanggaran boleh menjadi bencana; pengesahan maya adalah satu-satunya jaringan keselamatan.
- Pengetahuan Pasca Pemproses: Memahami cara perisian CAM "bercakap" dengan pengawal CNC tertentu (Heidenhain, Fanuc, dll.) adalah penting untuk memperhalusi pecutan dan nyahpecutan mesin di selekoh sempit.
The Horizon: Trend Masa Depan dalam Pembuatan Acuan untuk 2026
Apabila kita melihat ke arah penghujung dekad, reka bentuk acuan menjadi semakin "cerdas". Penyepaduan pembuatan aditif dan AI mendorong sempadan perkara yang mungkin secara fizikal.
1. Pengilangan Hibrid: Percetakan 3D Memenuhi CNC
"Holy Grail" 2026 ialah Pembuatan Hibrid , di mana pencetak 3D dan mesin CNC 5 paksi berfungsi seiring.
- Penyejukan Konformal: Pencetakan 3D membolehkan saluran penyejukan dalaman yang mengikut kontur tepat rongga acuan. Pengilangan 5 paksi kemudian menyelesaikan sisipan bercetak ini kepada kilauan cermin.
- Pembaikan dan Pelapisan: Mesin 5 paksi yang dilengkapi dengan kepala pelapisan laser boleh "mencetak" bahan baharu pada acuan usang, yang kemudiannya segera dikisar kembali ke spesifikasi.
2. AI dan Automasi "Lights-Out".
Automasi bukan lagi hanya mengenai robot yang menggerakkan bahagian; ia adalah kira-kira Sistem Pembetulan Sendiri .
- Penderiaan Dalam Situ: Penderia di dalam acuan dan gelendong menyuap data masa nyata kepada AI, yang melaraskan kadar suapan untuk mengelakkan kerosakan alat.
- Penyelenggaraan Ramalan: Pusat 5 paksi yang disambungkan dengan IoT meramalkan apabila galas gelendong atau skru bebola berkemungkinan gagal, menjadualkan pembaikan sebelum masa henti berlaku.
3. Kelestarian dan Pembuatan Acuan "Hijau".
Mampan reka bentuk acuan kini merupakan keperluan kawal selia. Penggunaan pusat 5 paksi moden Pelinciran Kuantiti Minimum (MQL) bukannya sistem penyejuk banjir besar-besaran, mengurangkan sisa kimia dan penggunaan tenaga.
Kesimpulan: Mentakrifkan Semula Realiti Melalui Ketepatan 5-Paksi
Perjalanan dari Reka bentuk 2D kepada pemotongan 5 paksi mewakili kematangan industri pembuatan acuan. Dengan menerima teknologi berbilang paksi serentak, pengeluar tidak lagi dikekang oleh "capaian" alat atau batasan pelan tindakan rata.
Reka bentuk acuan telah menjadi jambatan digital-ke-fizikal berkelajuan tinggi yang membolehkan:
- Kebebasan Geometri Tak Terhingga: Mencipta bentuk yang pernah "tidak boleh dimesin".
- Kecekapan melampau: Mengurangkan minggu buruh manual kepada jam ketepatan automatik.
- Daya Saing Global: Kekal di hadapan dalam industri di mana masa utama dan kualiti adalah satu-satunya metrik yang penting.
Memandangkan proses AI dan hibrid terus berkembang, perbezaan antara "mereka bentuk" dan "membuat" akan lenyap, meninggalkan hanya laluan lancar daripada konsep kreatif kepada realiti berprestasi tinggi.
Definisi Teknikal: Penyejukan Konformal merujuk kepada saluran penyejukan yang direka bentuk mengikut bentuk rongga acuan atau teras untuk melakukan penyejukan pantas dan seragam untuk proses pengacuan suntikan.
Dari Pemesinan 3 hingga 5 Paksi: Meningkatkan Kecekapan dan Ketepatan
Video ini menyediakan demonstrasi visual tentang cara peralihan daripada pemesinan 3 paksi kepada 5 paksi mengurangkan masa persediaan dengan ketara dan meningkatkan ketepatan bahagian dalam persekitaran pengeluaran.
Soalan Lazim: Menguasai Reka Bentuk Acuan 5 Paksi
Untuk membantu anda menavigasi kerumitan moden reka bentuk acuan dan pembuatan, kami telah mengumpulkan soalan yang paling biasa berkenaan peralihan daripada aliran kerja 2D tradisional kepada pemotongan 5 paksi lanjutan.
1. Apakah perbezaan antara pemesinan 3 2 dan berterusan 5 paksi?
manakala both use 5-axis machines, they function differently:
- 3 2 Pemesinan (Kedudukan): Mesin mencondongkan bahagian atau alat ke sudut tertentu dan menguncinya di tempatnya. Pemotongan sebenar dilakukan menggunakan pergerakan 3 paksi (X, Y, Z) standard. Ia sesuai untuk mencapai muka yang berbeza bagi blok acuan dalam satu persediaan.
- 5-Paksi Berterusan (Serentak): Kelima-lima paksi bergerak pada masa yang sama semasa proses pemotongan. Ini diperlukan untuk ukiran organik, bentuk mengalir dan mengekalkan sudut alat-ke-bahagian yang tetap pada permukaan melengkung.
2. Adakah pemotongan 5 paksi menghapuskan keperluan untuk EDM (Pemesinan Nyahcas Elektrik)?
Ia mengurangkannya dengan ketara tetapi tidak menghapuskannya sepenuhnya. Pemotongan 5 paksi boleh mengisar rusuk dalam dan geometri kompleks yang tidak dapat dicapai oleh mesin 3 paksi, sering menggantikan keperluan untuk elektrod tembaga. Walau bagaimanapun, EDM masih diperlukan untuk sudut dalaman yang sangat tajam (jejari sifar) atau apabila bekerja dengan bahan yang sangat keras yang akan memecahkan alat pemotong mekanikal.
3. Mengapakah "reka bentuk acuan" untuk 5 paksi lebih mahal pada mulanya?
Pelaburan awal lebih tinggi disebabkan oleh:
- Kos Mesin: Pusat CNC 5 paksi lebih maju dari segi teknologi daripada mesin 3 paksi.
- Perisian: mewah perisian CAM dengan modul 5 paksi diperlukan untuk penjanaan laluan alat yang kompleks.
- Kepakaran: Pengaturcara dan pengendali yang mahir diperlukan untuk mengurus aliran kerja digital-ke-fizikal yang kompleks.
- Faktor ROI: Kos ini biasanya diimbangi oleh pengurangan besar-besaran dalam penggilapan manual, kurang persediaan dan masa petunjuk yang lebih cepat.
4. Bolehkah saya menggunakan fail CAD 2D saya yang sedia ada untuk pemesinan 5 paksi?
Tidak. Pemotongan 5 paksi memerlukan ketelitian tinggi Model CAD 3D . Walaupun lukisan 2D mentakrifkan dimensi, ia tidak mempunyai data permukaan (NURBS) dan volum geometri yang diperlukan untuk sistem CAM untuk mengira laluan alat 5 paksi. Anda mesti menukar reka bentuk 2D terlebih dahulu kepada model pepejal atau permukaan 3D.
5. Apakah risiko terbesar dalam pembuatan acuan 5 paksi?
Risiko utama ialah a perlanggaran mesin . Oleh kerana gelendong dan meja bergerak dalam lima arah secara serentak, terdapat risiko tinggi kepala alat mengenai bahan kerja atau mesin itu sendiri. Inilah sebabnya Kembar Digital simulation dan perisian pengelakan perlanggaran adalah langkah keselamatan wajib dalam aliran kerja 5 paksi.
Jadual Perbandingan Pantas: 3-Axis vs. 5-Axis
| Ciri | Pengilangan 3-Paksi | Pengilangan 5-Paksi |
|---|---|---|
| Kerumitan | Terhad kepada bentuk prismatik. | Bentuk organik/kompleks tanpa had. |
| Persediaan | 3–6 persediaan untuk acuan standard. | 1 persediaan (Pemesinan persediaan tunggal). |
| Perkakas | Alat yang panjang dan bergetar untuk kedalaman. | Alat pendek dan tegar melalui condong. |
| Menggilap | Tinggi (Hari kerja manual). | Rendah kepada Tiada (Mesin sempurna). |
Ringkasan Terma Teknikal Utama
- Ketinggian kerang: Permatang kecil yang ditinggalkan di antara pas alat. 5-paksi mengurangkan ini untuk menghasilkan permukaan yang lebih licin.
- Kod G: Bahasa pengaturcaraan yang memberitahu mesin CNC ke mana hendak bergerak.
- Pegangan kerja: Sistem (seperti ragum atau magnet) digunakan untuk memastikan blok acuan stabil semasa pemotongan.
- Undercut: Ciri yang tersembunyi daripada pandangan menegak; Paksi 5 membenarkan alat untuk "mencapai sekitar" dan mengisar kawasan ini.

